In het proces van 3D-printenVerschillende factoren kunnen krimp en vervorming bij het druppelgieten veroorzaken. De complexe structuur van de patronen vereist een extra procesondersteunende structuur. Het laddereffect van druppelgieten vereist procesmaatregelen om dit te verminderen. Om andere redenen moeten er vóór het model van de productie-entiteit procesmaatregelen worden genomen om het digitale model te wijzigen, aan te passen of te compenseren. Er zijn twee hoofdmethoden om de bewerking uit te voeren: rechtstreeks via het CAD 3D-model, of via het wijzigen of aanpassen van de scanpadgegevens, zoals hieronder beschreven.
1. Direct CAD 3D-modellen bedienen
(1) Pas de richting van de patronen aan tijdens de productie.
(2) De patronen uitbreiden of verkleinen.
(3) Maak meerdere patronen tegelijkertijd.
(4) Plaats de patronen op de hefwerkbank.
2. Scanpadgegevens wijzigen of aanpassen
Om de vormingsnauwkeurigheid te verbeteren, kunnen de driedimensionale modelgegevens worden aangepast of kunnen de scantrajectgegevens van de driedimensionale doorsnedevorm worden gewijzigd.
(1) Precisie-instelling:Het verwijst naar de instelling van de maximaal toelaatbare fout tussen het doorsnedeprofiel van het ontworpen driedimensionale model en het daadwerkelijke scanprofiel van de laserstraal op het XY-vlak. Hoe kleiner de fout, hoe gladder het oppervlak van het product.
(2) Instelling van de sectiedikte van het patroongedeelte:Bij een constante sectiedikte geldt: hoe kleiner de hoek tussen het oppervlak en het horizontale vlak, hoe groter het stapeffect. Daarom kan een kleinere sectiedikte worden ingesteld op basis van de richting van het model en de kleinere hoek tussen het oppervlak en het horizontale vlak.
(3) Scantrajectoffset:de scancontour van de laserstraal is groter dan de ontwerpcontour, zodat het druppelgieten een bewerkingsmarge heeft; Of maak het scanprofiel kleiner dan het ontwerpprofiel, zodat het druppelgieten een coatingmarge heeft.
(4) Ondersteuning voor het onderste kussen toevoegen:Tussen het vormende entiteitsmodel en het hefplatform moet een laag ondersteuningsframe voor de ondervloer worden geplaatst, zodat het model een kleine afstand tot het hefplatform heeft en de vormende delen niet worden beïnvloed door oneffenheden van het hefplatform. Onderbedbeugels zijn structuren die lijken op dunne, verstevigde platen, zodat ze gemakkelijk uit het entiteitsmodel kunnen worden verwijderd nadat het is gevormd.
(5) Frame- en kolomondersteuning toevoegen:Wanneer UV-bestraling op de foto-uithardende hars het volledig laat uitharden, zal de krimp van de uithardende hars ervoor zorgen dat de onderdelen vervormen tijdens het vormingsproces. Het maakt niet uit welke methode wordt gebruikt om het blootgestelde deel van de hars enigszins te fixeren. Zo kan vervorming van de werkstukken worden voorkomen.
(6) Selectie van scanpad:Er zijn drie manieren waarop een laserstraal een sectie kan scannen: langs de rand van het buitenprofiel van de sectie; scannen van de interne honingraatstructuur, behalve de contourranden; en intern intensief opvullend scannen. Een patroon met een complexe structuur kan worden geselecteerd en het productieproces omvat de drie bovengenoemde scanmodi. Er kan zelfs een combinatiemodel worden gebruikt, inclusief de installatie van een schakelaar, motor, enzovoort, om de productie te voltooien en de vervormbaarheid te testen.
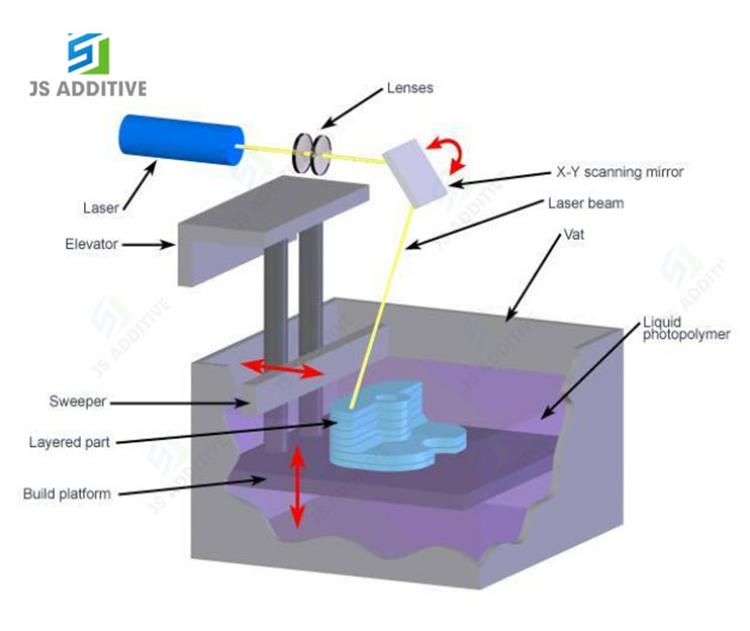

Het bovenstaande is bedoeld om te introduceren hoe deSLA Het lichtuithardende 3D-printergietproces is om te analyseren,JSADD 3D Kan een dergelijke SLA-prototypingservice bieden. Graag geef ik u een referentie.
Bijdrager: Vivien





