JS Additive 3D полиграфия хезмәтендә күп еллык практик тәҗрибәгә ия.Тикшеренүләр аша SLA / DLP / LCD 3D бастыруның формалашу тизлегенә турыдан-туры йогынты ясаучы күп факторлар барлыгы ачыкланды.Уңайлы бастыру тизлеген билгеләү уңышлы бастыру һәм җитештерү эффективлыгын яхшырту өчен файдалы.Ләкин бу җиңел түгел, бигрәк тә яңа кул өчен.Уңайлы бастыру тизлеген билгеләгәнче, SLA / DLP / LCD 3D принтерларның басу тизлегенә нинди факторларга йогынты ясавын белергә кирәк.
Басма технологиясе
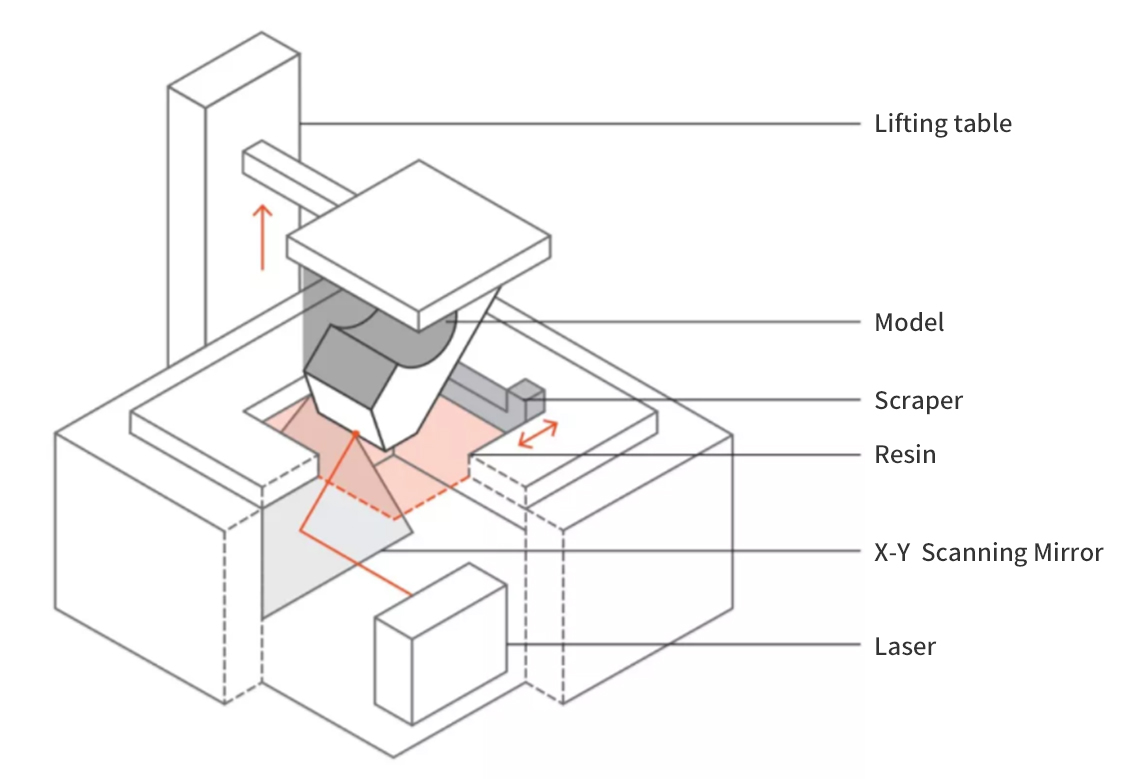
SLA белән чагыштырганда, DLP һәм LCD бер үк өстенлеккә ия, һәм бу бастыру тизлеге.Бу ике полиграфия технологиясе тизрәк.Чөнки DLP / LCD 3D принтерлар бөтен өслектә формалашалар, ул лазер нокталары белән барлыкка килгән SLAдан аермалы буларак, сөртеп ясала.
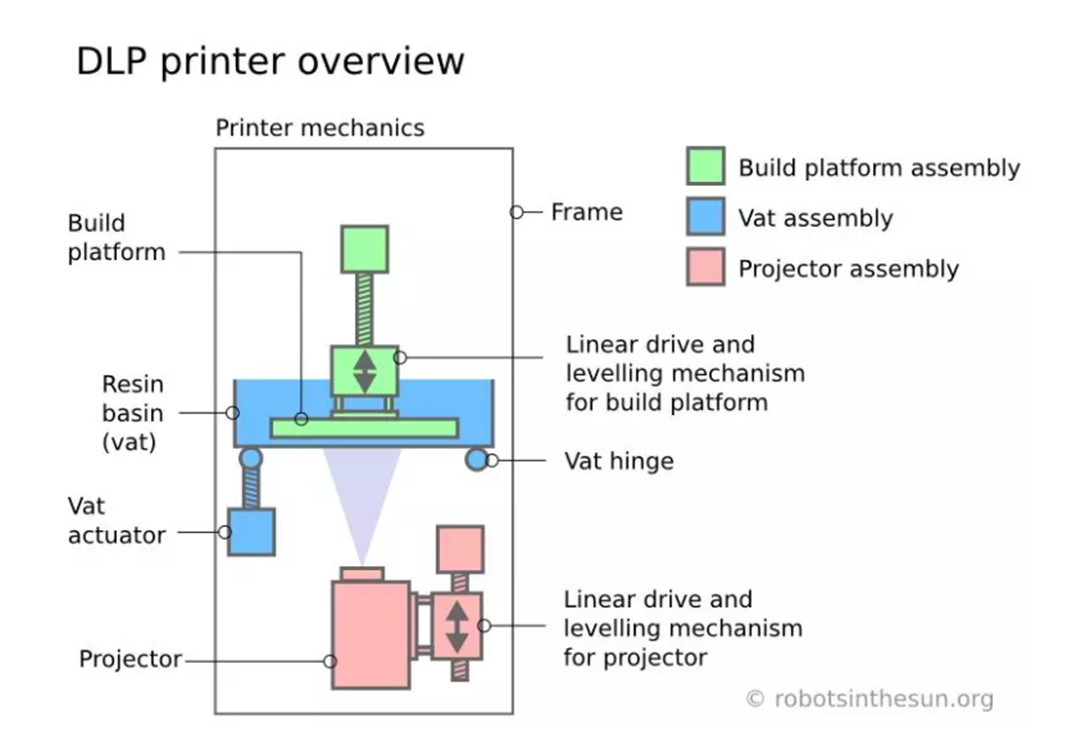
DLP принтер структурасы Рәсем чыганагы: robotsinthesun.org
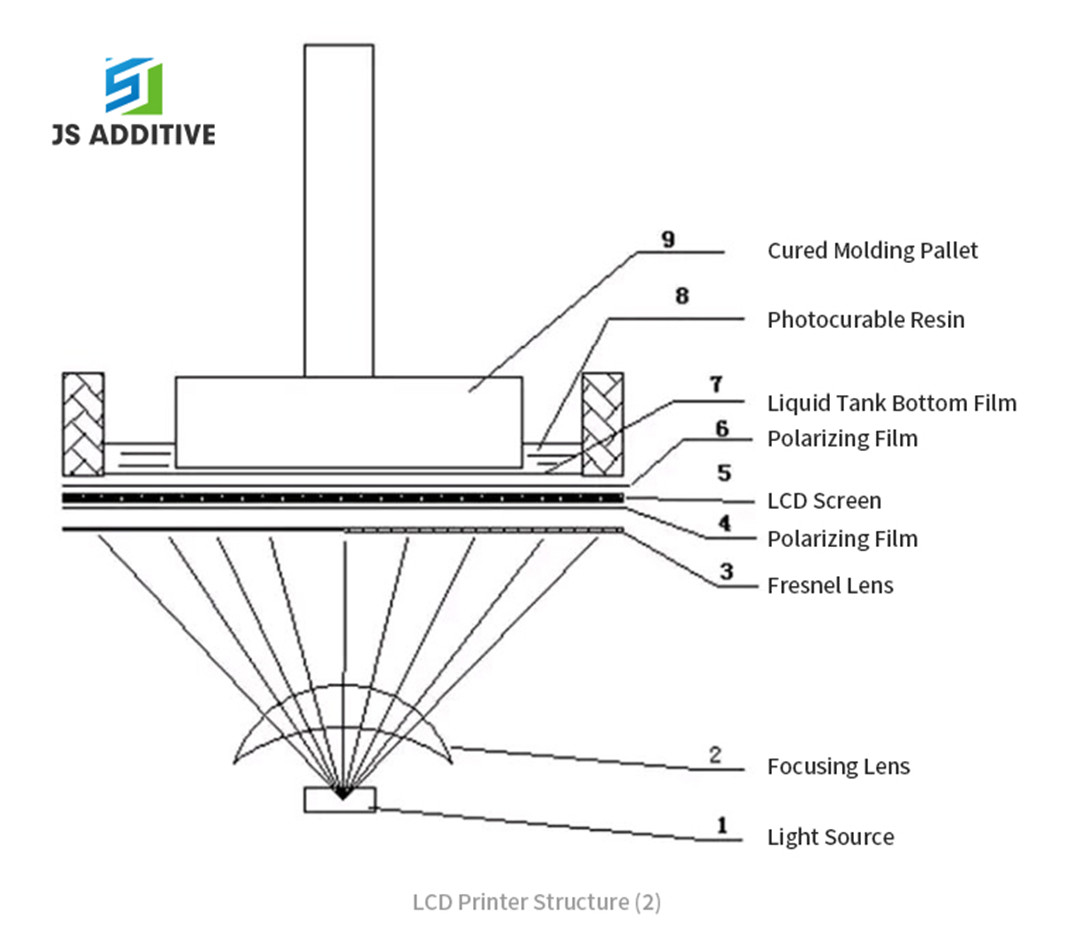
LCD принтер структурасы 1 яктылык чыганагы 2 фокус линза 3 Фреснель линза 4 поляризацияле фильм 5 LCD экран 6 поляризацияләнгән фильм 7 сыек танк асты пленка 8 фотокуранлы резин 9 дәваланган формалаштыру паллеты
Принтер көйләүләре
Әгәр бастыру тизлеге алдан куелган булса, ул беркайчан да билгеләнгән бәядән артмас.
Басма тизлеге белән бәйле тагын бер фактор - системаның бер катлам бастыру тизлеге.Басылганда, яктылык чыганагы үтә күренмәле резинаның төбеннән уза, һәм яңа дәваланган чайыр яңа катламны дәвалауны дәвам итәр алдыннан зәгыйфь кабыгы чыгару процессын таләп итә.Кайбер җитештерүчеләр бастыру тизлеген арттыру өчен системаны тиз кабыклау процессын үтәләр.Бу проблеманы бетерүнең тагын бер ысулы - аскы түгел, чайыр дәрәҗәсендә дәвалау.
Яктылык чыганагының интенсивлыгы
Резин бастыру соңгы 3D модель ясау өчен фотосенсив сыек резинаны дәвалау өчен яктылык чыганагын куллана.
Өч техниканың аермасы - резинаны дәвалау өчен кулланылган яктылык чыганагы.
Кулланылган яктылык чыганагының интенсивлыгы принтерның басу тизлегенә тәэсир итә ала.Без аны яктылык интенсивлыгын арттырып яхшырта алабыз, ләкин бу өстәмә бәяне дә аңлата.
КатламTхикнес
Катлам калынлыгы басу тизлегенә дә, модель сыйфатына да тәэсир итә.Модельне бастыру өчен кирәк булган катлам калынлыгы бастыру тизлеген һәм вакытны билгели.Катлам калынлыгы нечкә булса, шул ук биеклектәге 3D модельне бастыру өчен күбрәк вакыт кирәк булачак.Гомуми биеклек элеккечә калганлыктан, катлам калынлыгы нечкә булса, принтерны күбрәк бастыру кирәк, һәм күбрәк вакыт кирәк.Ләкин чагыштырмача, катлам калынлыгы нечкә булса, әзер продуктның сыйфаты югары.
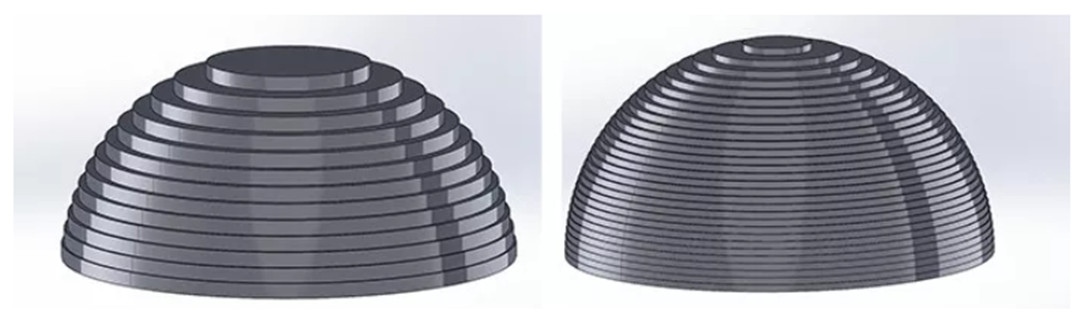
Сул-75µм Пиксель
Уң-37µм Пиксель
Материал
3D принтерның бастыру тизлеге материалларның төренә дә бәйле.Төрле мономерлар, преполимерлар, фотоинитаторлар һәм башка төрле өстәмәләрдән торган резиналар төрле характеристикаларга һәм төрле дәвалау вакытларына ия.
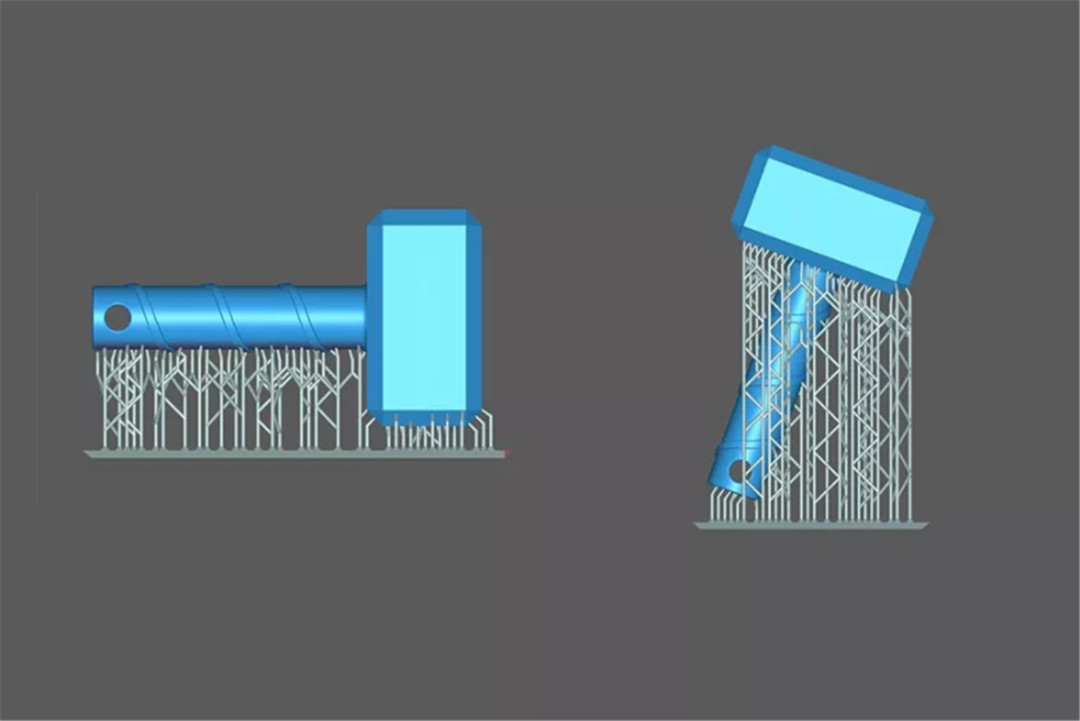
Модельнең структурасы һәм урнашуы
Модель структурасы бастыру тизлегенә дә тәэсир итә.Әгәр дә модель буш булса һәм катлаулы детальләре булмаса, бастыру күпкә тизрәк.Модельнең акыллы урнашуы бастыру тизлегенә дә тәэсир итәчәк.Гомумән алганда, модельне бастырганда вертикальгә караганда горизонталь урнаштыру күпкә тизрәк булачак, ләкин төгәллеге кимергә мөмкин.
Бу 3D басма арасында бастыру тизлегенә тәэсир итүче төп факторлар.Кушымчалы производство процессында фактик хәл аннан катлаулырак булырга мөмкин.Шуңа күрә бастыру тизлеге - сәүдә.Басу тизлеге арткач, бастыру сыйфаты кимер.Уңай якларын ничек үлчәү шулай ук фактик ситуация буенча хәл ителергә тиеш.