İşlem sırasında 3D baskı, çeşitli faktörler damla kalıplama büzülme deformasyonuna neden olur, desenlerin karmaşık yapısı ek işlem destek yapısına ihtiyaç duyar, damla kalıplamanın merdiven etkisi azaltmak için işlem önlemleri alınması gerekir ve diğer nedenlerden dolayı, üretim varlık modeli dijital modeli değiştirmek, ayarlamak veya telafi etmek için bazı işlem önlemleri belirlemelidir. İşlemi gerçekleştirmenin iki ana yolu vardır, biri doğrudan CAD 3D modelini çalıştırmak, diğeri ise tarama yolu verilerini değiştirmek veya ayarlamak, sırasıyla aşağıda açıklanmıştır.
1. CAD 3D modellerini doğrudan çalıştırın
(1) Üretim sırasında desenlerin yönünü ayarlayın.
(2) Desenleri genişletin veya daraltın.
(3) Aynı anda birden fazla desen yapın.
(4) Kaldırma tezgahındaki desenlerin konumunu ayarlayın.
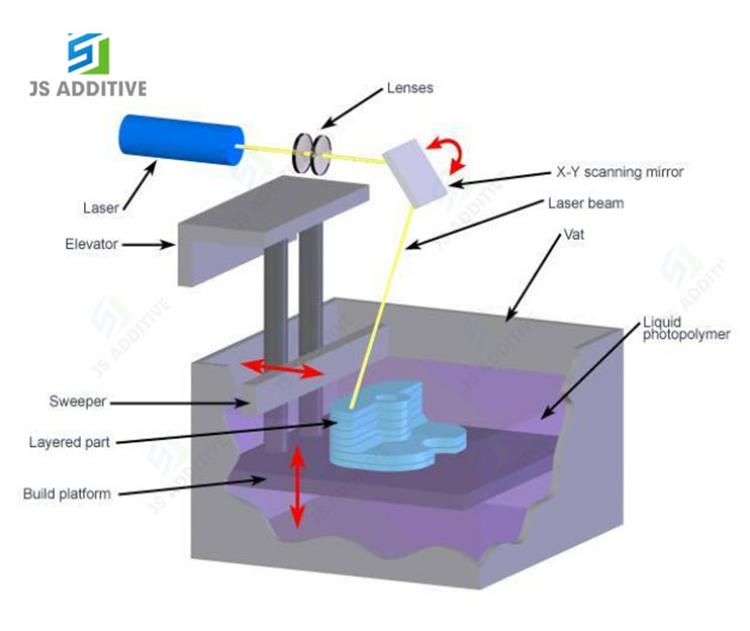
2. Tarama yolu verilerini değiştirin veya ayarlayın
Şekillendirme doğruluğunu artırmak için üç boyutlu model verileri değiştirilebilir ve ayarlanabilir veya üç boyutlu kesit şeklinin tarama yörüngesi verileri değiştirilebilir.
(1) Hassas ayar:Tasarlanan üç boyutlu modelin kesit profili ile lazer ışınının XY düzlemindeki gerçek tarama profili arasındaki izin verilen maksimum hatanın ayarlanması anlamına gelir. Hata ne kadar küçükse, ürünün yüzeyi o kadar pürüzsüz olur.
(2) Desen bölümünün kesit kalınlığı ayarı:Kesit kalınlığı sabit olduğunda, yüzey ile yatay düzlem arasındaki Açı ne kadar küçükse, adım etkisi o kadar büyük olur. Bu nedenle, modelin yönüne ve yüzey ile yatay düzlem arasındaki Açı ne kadar küçükse, kesit kalınlığı o kadar küçük ayarlanabilir.
(3) Tarama yörüngesi ofseti:Lazer ışını tarama konturu, tasarım konturundan daha büyüktür, böylece damla kalıplama bir işleme marjına sahip olur; veya tarama profilini tasarım profilinden daha küçük yapın, böylece damla kalıplama bir kaplama marjına sahip olur.
(4) Alt yastık desteğini ekleyin:Oluşturulan varlık modeli ile kaldırma platformu arasında, modelin kaldırma platformundan biraz uzakta oluşturulması için bir alt yastık destek çerçevesi katmanı kurulması gerekir, böylece oluşturma parçaları kaldırma platformundaki dengesizlikten etkilenmez. Yatak altı destekleri, oluşturulduktan sonra varlık modelinden kolayca çıkarılıp çıkarılabilmeleri için ince sertleştirilmiş plakalara benzeyen yapılardır.
(5) Çerçeve ve sütun desteği ekleyin:Fotokürleme reçinesinin tamamen kürlenmesi için UV ışınlaması yapıldığında, kürleme reçinesinin büzülmesi nedeniyle, şekillendirme işlemi sırasında parçalar deforme olur, reçinenin maruz kalan kısmını hafifçe sabitlemek için hangi yöntem kullanılırsa kullanılsın, iş parçalarının deformasyonu önlenebilir.
(6) Tarama yolunun seçimi:Lazer ışınının bir bölümü taramasının üç yolu vardır, yani bölümün dış profilinin kenarı boyunca tarama; Kontur kenarları hariç iç petek kafes yapısının taranması; İç yoğun dolgu taraması. Karmaşık bir yapıya sahip bir desen seçilebilir ve üretim süreci yukarıda belirtilen üç tarama modunu içerir. Şekillendirilebilirliği test etmek için bir anahtar, motor vb. kurulumunu içeren bir kombinasyon modeli bile üretimini tamamlamak için kullanılabilir.

Yukarıdakiler, nasıl olduğunu tanıtmak içindirHizmet Seviyesi Anlaşması ışıkla kürlenen 3D yazıcı kalıplama süreci analiz edilir,JSADD3D bu tür olgun SLA prototipleme hizmeti sağlayabilir. Size bir referans sağlamayı umuyoruz.
Katkıda Bulunan: Vivien





