I prosessen med 3D-utskriftPå grunn av ulike faktorer vil dryppstøpingen føre til krympingsdeformasjon, kompleks struktur i mønstrene krever ytterligere prosessstøttestruktur, og stigeeffekten av dryppstøpingen må reduseres av andre årsaker. Før produksjonsmodellen må det settes noen prosesstiltak for å modifisere, justere eller kompensere for den digitale modellen. Det er to hovedmåter å utføre operasjonen på: den ene er å bruke CAD 3D-modellen direkte, og den andre er å modifisere eller justere skannebanedataene, som er beskrevet nedenfor.
1. Direkte drift av CAD 3D-modeller
(1) Juster retningen på mønstrene under produksjonen.
(2) Utvid eller krymp mønstrene.
(3) Lag flere mønstre samtidig.
(4) Angi posisjonen til mønstrene på løftebenken.
2. Endre eller juster skannebanedata
For å forbedre formingsnøyaktigheten kan de tredimensjonale modelldataene modifiseres og justeres, eller skannebanedataene for den tredimensjonale seksjonsformen kan endres.
(1) Presisjonsinnstilling:Det refererer til innstillingen av den maksimalt tillatte feilen mellom snittprofilen til den designede tredimensjonale modellen og den faktiske skanneprofilen til laserstrålen på XY-planet. Jo mindre feilen er, desto glattere blir overflaten på produktet.
(2) Innstilling av snitttykkelse for mønsterseksjonen:Når snitttykkelsen er konstant, jo mindre vinkelen mellom overflaten og horisontalplanet er, desto større er trinneffekten. Derfor kan en mindre snitttykkelse settes i henhold til modellens retning og en mindre vinkel mellom overflaten og horisontalplanet.
(3) Forskyvning av skannebane:Laserstråleskanningskonturen er større enn designkonturen, slik at dryppstøpingen har en prosesseringsmargin; Eller gjør skanneprofilen mindre enn designprofilen, slik at dryppstøpingen har en beleggmargin.
(4) Legg til støtte for bunnputen:Mellom den formende enhetsmodellen og løfteplattformen må det settes opp et lag med bunnputestøtteramme, slik at modellen har en liten avstand fra løfteplattformen under formingen, slik at formingsdelene ikke påvirkes av ujevnheter i løfteplattformen. Understøtter er strukturer som ligner tynne, avstivede plater, slik at de enkelt kan fjernes og fjernes fra enhetsmodellen etter at den er dannet.
(5) Legg til ramme- og søylestøtte:Når UV-bestråling på fotoherdende harpiks er fullherdet, vil delene deformeres under formingsprosessen på grunn av krymping av herdeharpiksen. Uansett hvilken metode som brukes for å fikse den eksponerte delen av harpiksen litt, kan det forhindre deformasjon av arbeidsstykkene.
(6) Valg av skannebane:Det finnes tre måter laserstråler kan skanne en seksjon på: skanning langs kanten av den ytre profilen til seksjonen; skanning av den indre bikakeformede gitterstrukturen unntatt konturkantene; og intern intensiv fyllingsskanning. Et mønster med en kompleks struktur kan velges, og produksjonsprosessen involverer de tre skannemodusene nevnt ovenfor. Det er til og med mulig å bruke en kombinasjonsmodell som inkluderer installasjon av en bryter, motor osv. for å fullføre produksjonen, for å teste formbarheten.
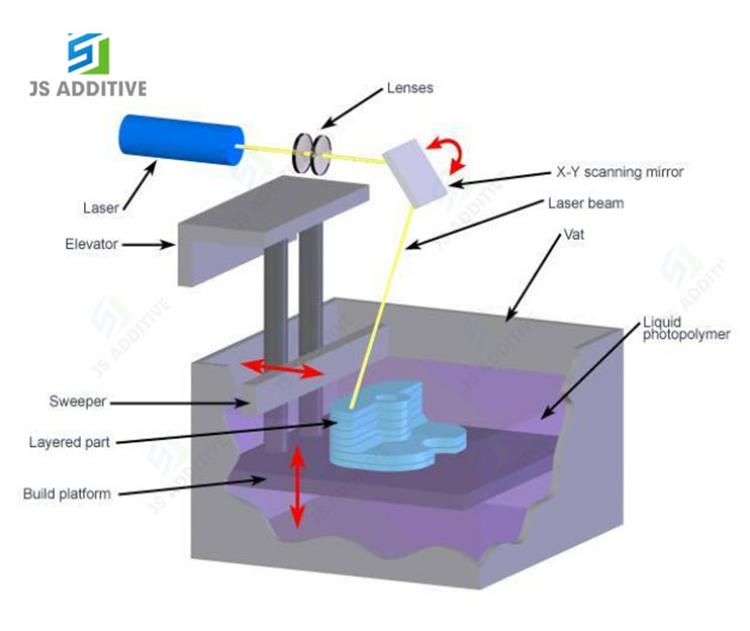

Ovennevnte er for å introdusere hvordanSLA Lysherdende 3D-printerstøpeprosess er å analysere,JSADD 3D can tilbyr en slik moden SLA-prototypingstjeneste. Håper å kunne gi deg en referanse.
Bidragsyter: Vivien





