Šajā procesā 3D drukāšanaDažādu faktoru dēļ pilināmā formēšana var izraisīt saraušanās deformāciju, sarežģītai rakstu struktūrai ir nepieciešama papildu procesa atbalsta struktūra, pilināmā formēšanas kāpņu efekta samazināšanai ir jāveic procesa pasākumi, kā arī citu iemeslu dēļ pirms ražošanas vienības modeļa izveides ir jāiestata daži procesa pasākumi, lai modificētu, pielāgotu vai kompensētu digitālo modeli. Ir divi galvenie veidi, kā veikt darbību: viena ir tieši darbināt CAD 3D modeli, otra ir modificēt vai pielāgot skenēšanas ceļa datus, kas attiecīgi aprakstīti turpmāk.
1. Tieši darbiniet CAD 3D modeļus
(1) Ražošanas laikā pielāgojiet rakstu virzienu.
(2) Paplašināt vai samazināt rakstus.
(3) Izveidojiet vairākus rakstus vienlaikus.
(4) Iestatiet šablonu pozīciju uz pacelšanas darbagalda.
2. Skenēšanas ceļa datu modificēšana vai pielāgošana
Lai uzlabotu formēšanas precizitāti, var modificēt un pielāgot trīsdimensiju modeļa datus vai modificēt trīsdimensiju sekcijas formas skenēšanas trajektorijas datus.
(1) Precīza iestatīšana:Tas attiecas uz maksimāli pieļaujamās kļūdas iestatījumu starp projektētā trīsdimensiju modeļa šķērsgriezuma profilu un faktisko lāzera stara skenēšanas profilu XY plaknē. Jo mazāka kļūda, jo gludāka ir izstrādājuma virsma.
(2) Rakstu sadaļas biezuma iestatīšana:Ja šķērsgriezuma biezums ir nemainīgs, jo mazāks ir leņķis starp virsmu un horizontālo plakni, jo lielāks ir pakāpiena efekts. Tādēļ mazāku šķērsgriezuma biezumu var iestatīt atbilstoši modeļa virzienam un mazāku leņķi starp virsmu un horizontālo plakni.
(3) Skenēšanas trajektorijas nobīde:Lāzera stara skenēšanas kontūra ir lielāka par konstrukcijas kontūru, lai pilienveida formēšanai būtu apstrādes rezerve; Vai arī padariet skenēšanas profilu mazāku par konstrukcijas profilu, lai pilienveida formēšanai būtu pārklājuma rezerve.
(4) Pievienojiet apakšējo spilvena atbalstu:Starp veidojamo vienības modeli un pacelšanas platformu ir jāizveido apakšējā spilvena atbalsta rāmja slānis, lai modelis no pacelšanas platformas atrastos nelielā attālumā, veidojot formēšanas detaļas, lai pacelšanas platformas nelīdzenumi neietekmētu formēšanas detaļas. Apakšgultas stiprinājumi ir konstrukcijas, kas atgādina plānas, stingras plāksnes, lai tos varētu viegli noņemt un atdalīt no vienības modeļa pēc tā izveidošanas.
(5) Pievienot rāmja un kolonnas atbalstu:Kad fotocietināšanas sveķi tiek apstaroti ar UV starojumu, lai to pilnībā sacietētu, cietējošās sveķu saraušanās dēļ detaļas formēšanas procesā deformējas, neatkarīgi no tā, kāda metode tiek izmantota, lai nedaudz nostiprinātu sveķu iedarbības daļu, var novērst sagatavju deformāciju.
(6) Skenēšanas ceļa izvēle:Lāzera stars var skenēt sekciju trīs veidos: skenējot gar sekcijas ārējā profila malu; skenējot iekšējo šūnveida režģa struktūru, izņemot kontūras malas; skenējot iekšējo intensīvo pildījumu. Var izvēlēties rakstu ar sarežģītu struktūru, un ražošanas process ietver trīs iepriekš minētos skenēšanas režīmus. Var izmantot pat kombinētu modeli, kas ietver slēdža, motora utt. uzstādīšanu, lai pabeigtu ražošanu, lai pārbaudītu formējamību.
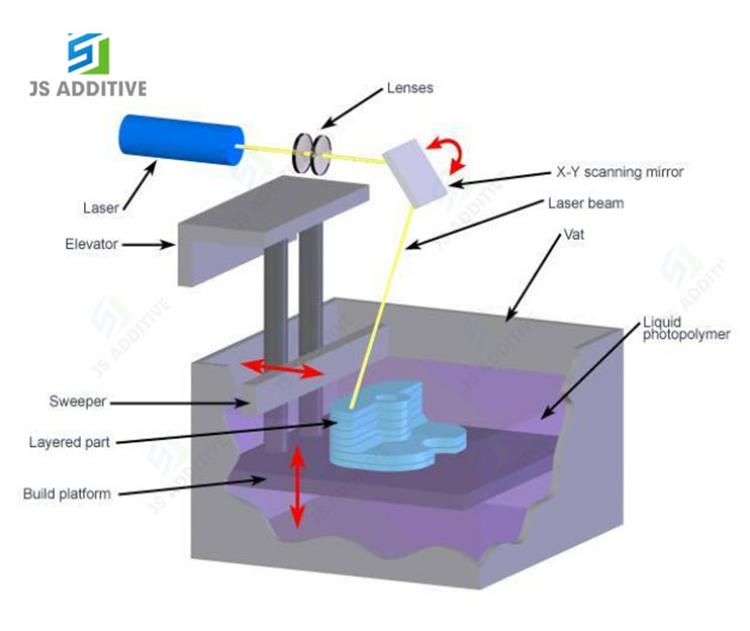

Iepriekš minētais ir paredzēts, lai iepazīstinātu ar to, kāPakalpojumu līmeņa līgums (SLA) Gaismas cietēšanas 3D printera formēšanas process ir analizēt,JSADD 3D var nodrošināt šādu nobriedušu SLA prototipu veidošanas pakalpojumu. Ceru sniegt jums atsauci.
Līdzstrādnieks: Vivjena





