A folyamat során 3D nyomtatásKülönböző tényezők miatt a csepegtető öntés zsugorodása deformálódik, a minták összetett szerkezete további folyamattámogató szerkezetet igényel, a csepegtető öntés létrahatásának csökkentése folyamatintézkedéseket igényel, és egyéb okok miatt a gyártóegység modelljének meg kell határoznia bizonyos folyamatintézkedéseket a digitális modell módosítására, beállítására vagy kompenzálására. A művelet végrehajtásának két fő módja van: az egyik a CAD 3D modell közvetlen működtetése, a másik a szkennelési útvonaladatok módosítása vagy beállítása, az alábbiakban leírtak szerint.
1. Közvetlenül kezelheti a CAD 3D modelleket
(1) A gyártás során állítsa be a minták irányát.
(2) A minták bővítése vagy zsugorítása.
(3) Több minta készítése egyszerre.
(4) Állítsa be a minták pozícióját az emelőasztalon.
2. Módosítsa vagy állítsa be a szkennelési útvonal adatait
A formázási pontosság javítása érdekében a háromdimenziós modelladatok módosíthatók és beállíthatók, vagy a háromdimenziós metszetforma szkennelési pályaadatai módosíthatók.
(1) Precíziós beállítás:A tervezett háromdimenziós modell metszeti profilja és a lézersugár tényleges szkennelési profilja közötti maximálisan megengedhető hiba beállítására utal az XY síkban. Minél kisebb a hiba, annál simább a termék felülete.
(2) A mintázatok metszetvastagságának beállítása:Állandó metszetvastagság esetén minél kisebb a felület és a vízszintes sík közötti szög, annál nagyobb a lépcsőhatás. Ezért a modell irányának és a felület és a vízszintes sík közötti kisebb szögnek megfelelően kisebb metszetvastagság állítható be.
(3) Szkennelési pálya eltolás:A lézersugár pásztázási kontúrja nagyobb, mint a tervezési kontúr, így a csepegtető formának feldolgozási margója van; Vagy a pásztázási profilt kisebbre kell állítani, mint a tervezési profilt, így a csepegtető formának bevonási margója van.
(4) Alsó párnázat-támasz hozzáadása:A formálódó egységmodell és az emelőplatform között egy réteg alsó párnázott tartókeretet kell elhelyezni, hogy a modell és az emelőplatform között kis távolság legyen a formázás során, így az alakítóelemeket nem befolyásolják az emelőplatform egyenetlenségei. Az ágyazat alatti merevítők olyan szerkezetek, amelyek vékony, merevített lemezekhez hasonlítanak, így könnyen eltávolíthatók és eltávolíthatók az egységmodellről a kialakítás után.
(5) Keret és oszloptámasz hozzáadása:Amikor a fotokeményedő gyantát UV-besugárzás éri, hogy teljesen kikeményedjen, a kikeményedő gyanta zsugorodása miatt az alkatrészek deformálódnak a formázási folyamat során, függetlenül attól, hogy milyen módszert alkalmaznak a gyanta expozíciós részének enyhe rögzítésére, megakadályozható a munkadarabok deformációja.
(6) Szkennelési útvonal kiválasztása:A lézersugár háromféleképpen szkennelhet be egy szakaszt: a szakasz külső profiljának széle mentén szkennelés; a belső méhsejtrács-szerkezet szkennelése a kontúrszélek kivételével; és belső intenzív kitöltésű szkennelés. Kiválasztható egy összetett szerkezetű minta, és a gyártási folyamat a fent említett három szkennelési módot foglalja magában. Akár kombinált modell is használható, beleértve egy kapcsoló, motor stb. beszerelését a gyártás befejezéséhez, az alakíthatóság tesztelése érdekében.
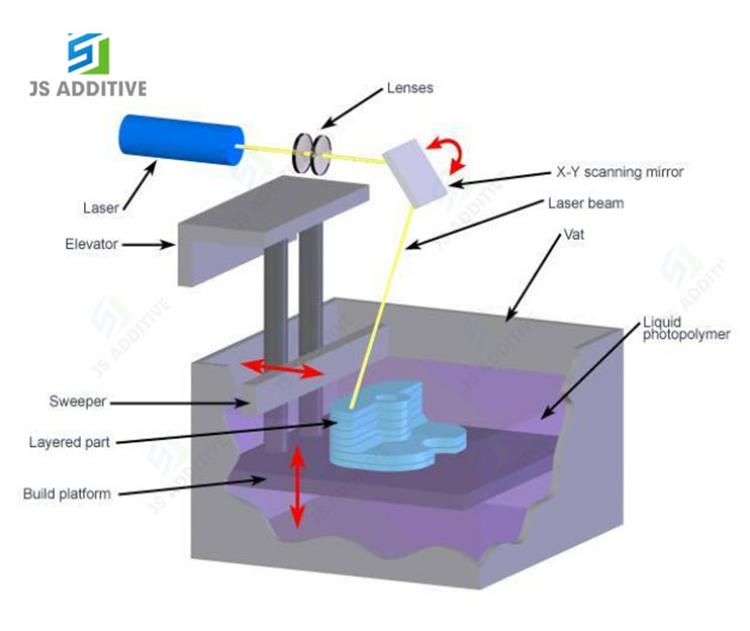

A fentiek célja annak bemutatása, hogy hogyanSzolgáltatási szint megállapodás A fényre kötő 3D nyomtató fröccsöntési folyamatának elemzése,JSADD 3D ilyen érett SLA prototípus-szolgáltatást nyújt. Remélem, referenciával szolgálhatok.
Közreműködő: Vivien





