Yn it proses fan 3D-printsjenTroch ferskate faktoaren sil krimpfoarming fan dripfoarmjen deformearje, komplekse struktuer fan it patroan fereasket ekstra prosesstipestruktuer, en om't it ljeddereffekt fan dripfoarmjen ferminderje moat, moatte prosesmaatregels nommen wurde om it te ferminderjen. Foardat it produksje-entiteitsmodel begjint, moatte bepaalde prosesmaatregels ynsteld wurde om it digitale model te wizigjen, oan te passen of te kompensearjen. D'r binne twa haadmanieren om de operaasje út te fieren: ien is it direkt betsjinjen fan it CAD 3D-model, en de oare is it wizigjen of oanpassen fan de scanpadgegevens, dy't hjirûnder beskreaun wurde.
1. Betsjinje CAD 3D-modellen direkt
(1) Pas de rjochting fan 'e patroanen oan tidens de produksje.
(2) De patroanen útwreidzje of ferlytsje.
(3) Meitsje meardere patroanen tagelyk.
(4) Stel de posysje fan 'e patroanen yn op 'e hefwurkbank.
2. Wizigje of oanpasse scanpadgegevens
Om de foarmingsnauwkeurigens te ferbetterjen, kinne de trijediminsjonale modelgegevens wurde oanpast en oanpast, of kinne de scantrajektgegevens fan 'e trijediminsjonale seksjefoarm wurde oanpast.
(1) Presyzje-ynstelling:it ferwiist nei it ynstellen fan 'e maksimaal tastiene flater tusken it seksjeprofyl fan it ûntworpen trijediminsjonale model en it werklike scanprofyl fan 'e laserstraal op it XY-flak. Hoe lytser de flater, hoe glêder it oerflak fan it produkt.
(2) Ynstelling fan seksjedikte fan patroanseksje:As de seksjedikte konstant is, hoe lytser de hoeke tusken it oerflak en it horizontale flak, hoe grutter it stapeffekt. Dêrom kin in lytsere seksjedikte ynsteld wurde neffens de rjochting fan it model en de lytsere hoeke tusken it oerflak en it horizontale flak.
(3) Offset fan it skennende trajekt:De kontoer fan 'e laserstriel-scan is grutter as de ûntwerpkontoer, sadat it dripfoarmjen in ferwurkingsmarge hat; Of meitsje it scanprofyl lytser as it ûntwerpprofyl, sadat it dripfoarmjen in coatingmarge hat.
(4) Foegje stipe foar ûnderkessen ta:Tusken it foarmjende entiteitsmodel en it hefplatfoarm moat in laach fan ûnderste kessensstipeframe ynsteld wurde, sadat it model in bytsje ôfstân fan it hefplatfoarm hat om te foarmjen, sadat de foarmjende ûnderdielen net beynfloede wurde troch de ûngelikensens fan it hefplatfoarm. Underbêdsbeugels binne struktueren dy't lykje op tinne ferstiive platen, sadat se maklik fuorthelle en fuorthelle wurde kinne fan it entiteitsmodel nei't it foarme is.
(5) Foegje frame- en kolomstipe ta:As UV-bestraling op 'e fotocuringhars folslein úthardt, kinne de ûnderdielen, troch de krimp fan 'e curinghars, misfoarme wurde yn it foarmingsproses, nettsjinsteande hokker metoade brûkt wurdt om it bleatstelde diel fan 'e hars wat te befestigjen, de deformaasje fan 'e wurkstikken foarkomme.
(6) Seleksje fan scanpad:Der binne trije manieren foar in laserstriel om in seksje te scannen, nammentlik it scannen lâns de râne fan it bûtenste profyl fan 'e seksje; it scannen fan 'e ynterne huningraatroosterstruktuer útsein kontoerrânen; en it scannen fan ynterne yntinsive opfoling. In patroan mei in komplekse struktuer kin selektearre wurde, en it produksjeproses omfettet de trije hjirboppe neamde scanmodi. It is sels mooglik om in kombinaasjemodel te brûken, ynklusyf de ynstallaasje fan in skeakel, motor ensafuorthinne, om de produksje te foltôgjen, om de foarmberens te testen.
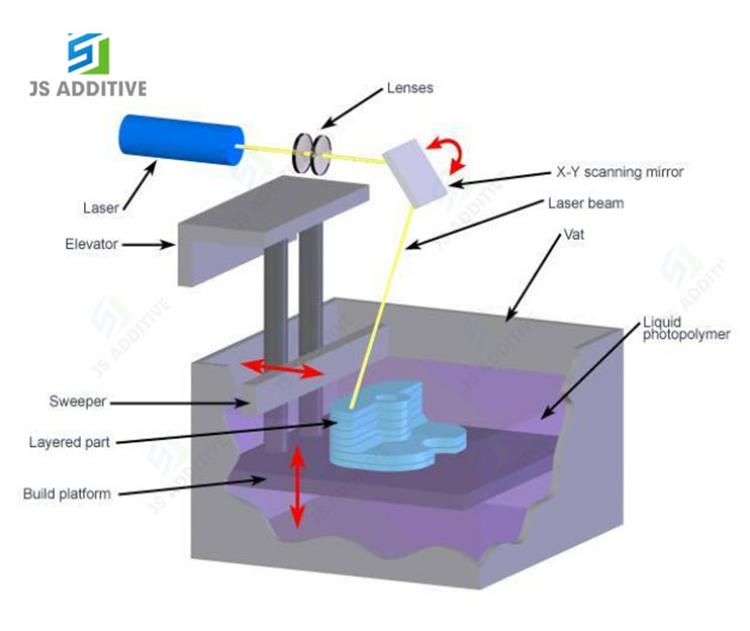

It boppesteande is om yn te fieren hoe't deSLA ljochtúthardende 3D-printerfoarmproses is om te analysearjen,JSADD 3D kin sokke folwoeksen SLA-prototypingtsjinsten leverje. Hoopje jo in referinsje te jaan.
Bydrager: Vivien





