Selle käigus 3D-printimineTilkvormimise kokkutõmbumise deformatsioon võib erinevate tegurite tõttu väheneda. Mustri keerukas struktuur vajab täiendavat protsessi tugistruktuuri. Tilkvormimise redeliefekti vähendamiseks tuleb võtta protsessimeetmeid ja muudel põhjustel tuleb enne tootmisüksuse mudeli kehtestamist määrata digitaalse mudeli muutmiseks, kohandamiseks või kompenseerimiseks protsessimeetmed. Toimingu teostamiseks on kaks peamist viisi: otse CAD 3D-mudeliga töötamine ja skaneerimistee andmete muutmine või kohandamine, mida on kirjeldatud allpool.
1. CAD 3D-mudelite otsene haldamine
(1) Reguleerige mustrite suunda tootmise ajal.
(2) Laienda või kahanda mustreid.
(3) Loo mitu mustrit korraga.
(4) Määrake mustrite asukoht tõstepingil.
2. Skannimistee andmete muutmine või kohandamine
Vormimise täpsuse parandamiseks saab muuta ja reguleerida kolmemõõtmelise mudeli andmeid või muuta kolmemõõtmelise sektsiooni kuju skaneerimise trajektoori andmeid.
(1) Täppisseadistus:See viitab maksimaalse lubatud vea määramisele projekteeritud kolmemõõtmelise mudeli sektsiooniprofiili ja laserkiire tegeliku skaneerimisprofiili vahel XY-tasapinnal. Mida väiksem on viga, seda siledam on toote pind.
(2) Mustrilõigu paksuse säte:Kui sektsiooni paksus on konstantne, siis mida väiksem on pinna ja horisontaaltasandi vaheline nurk, seda suurem on astmeefekt. Seega saab mudeli suuna ja pinna ning horisontaaltasandi vahelise nurga järgi määrata väiksema sektsiooni paksuse.
(3) Skaneerimise trajektoori nihe:Laserkiire skaneerimise kontuur on suurem kui disainkontuur, nii et tilkvormil on töötlemisvaru; Või tehke skaneerimisprofiil väiksemaks kui disainprofiil, nii et tilkvormil on katmisvaru.
(4) Lisage alumine padjatoe:Moodustatava üksuse mudeli ja tõsteplatvormi vahele tuleb paigaldada alumine tugiraami kiht, nii et mudel oleks tõsteplatvormist veidi eemal ja vormitavad osad ei oleks tõsteplatvormi ebatasasuste mõju all. Aluspinna toed on konstruktsioonid, mis meenutavad õhukesi jäigastatud plaate, nii et neid saab pärast üksuse mudelist hõlpsalt eemaldada ja eemaldada.
(5) Raami ja samba toe lisamine:Kui fotokõveneval vaigul UV-kiirgusega täielikult kõveneb, siis kõveneva vaigu kokkutõmbumise tõttu deformeeruvad osad vormimisprotsessi käigus. Olenemata meetodist, mida kasutatakse vaigu säritusosa kergeks fikseerimiseks, saab toorikute deformatsiooni ära hoida.
(6) Skannimistee valik:Laserkiirel on sektsiooni skaneerimiseks kolm võimalust: sektsiooni välisprofiili serva skaneerimine; sisemise kärgstruktuuriga võrestruktuuri skaneerimine, välja arvatud kontuuriservade skaneerimine; sisemise intensiivse täite skaneerimine. Valida saab keeruka struktuuriga mustri ja tootmisprotsess hõlmab kolme eespool nimetatud skaneerimisrežiimi. Vormitavuse testimiseks saab tootmise lõpetamiseks kasutada isegi kombineeritud mudelit, mis hõlmab lüliti, mootori jms paigaldamist.
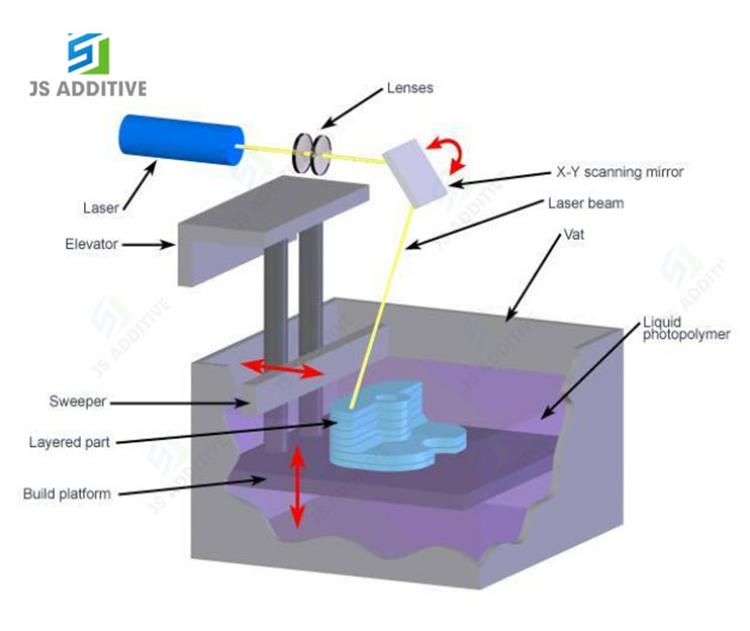

Ülaltoodu eesmärk on tutvustada, kuidasSLA Valguskõveneva 3D-printeri vormimisprotsess on analüüsida,JSADD 3D pakub sellist küpset SLA prototüüpimise teenust. Loodan teile referentsi pakkuda.
Kaastööline: Vivien





