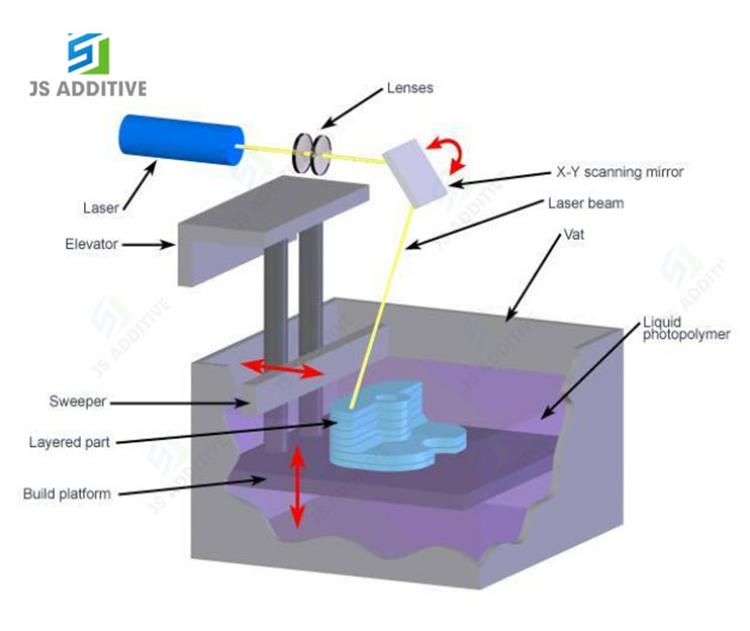
En la procezo de 3D-presadoPro diversaj faktoroj, la gutiga muldado povas kaŭzi ŝrumpiĝon kaj deformadon, kompleksa strukturo de la ŝablonoj bezonas aldonan procezan subtenan strukturon, kaj pro aliaj kialoj, la ŝtupetara efiko de gutigado necesas preni procezajn mezurojn por redukti ĝin. Antaŭ ol fabriki la unuomodelon, oni bezonas agordi iujn procezajn mezurojn por modifi, alĝustigi aŭ kompensi la ciferecan modelon. Estas du ĉefaj manieroj plenumi la operacion: unu estas rekte funkciigi la CAD-3D-modelon, kaj la alia estas modifi aŭ alĝustigi la datumojn de la skanada vojo, respektive priskribite jene.
1. Rekte funkciigu CAD 3D-modelojn
(1) Adaptu la direkton de la ŝablonoj dum produktado.
(2) Pligrandigu aŭ malgrandigu la ŝablonojn.
(3) Faru plurajn ŝablonojn samtempe.
(4) Agordu la pozicion de la ŝablonoj sur la levbenko.
2. Modifu aŭ ĝustigu la datumojn de la skanada vojo
Por plibonigi la formadprecizecon, la tridimensiaj modeldatumoj povas esti modifitaj kaj ĝustigitaj, aŭ la skanadaj trajektoriodatumoj de la tridimensia sekca formo povas esti modifitaj.
(1) Preciza agordo:ĝi rilatas al la agordo de la maksimuma permesita eraro inter la sekcia profilo de la desegnita tridimensia modelo kaj la efektiva skanada profilo de la lasera radio sur la XY-ebeno. Ju pli malgranda la eraro, des pli glata la surfaco de la produkto.
(2) Agordo de la dikeco de la sekcio de la ŝablonoj:Kiam la dikeco de la sekco estas konstanta, ju pli malgranda estas la angulo inter la surfaco kaj la horizontala ebeno, des pli granda estas la ŝtupa efiko. Tial, pli malgranda dikeco de la sekco povas esti agordita laŭ la direkto de la modelo kaj la pli malgranda angulo inter la surfaco kaj la horizontala ebeno.
(3) Delokigo de la skana trajektorio:la konturo de la skanado de la laserradio estas pli granda ol la dezajna konturo, tiel ke la gutfandado havas prilaboran marĝenon; Aŭ faru la skanan profilon pli malgranda ol la dezajna profilo, tiel ke la gutfandado havas tegaĵan marĝenon.
(4) Aldonu suban kusensubtenon:Inter la formanta ento-modelo kaj la levanta platformo necesas starigi tavolon de funda kuseno-subtena kadro, por ke la modelo estu iom distancigita de la formado-modelo de la levanta platformo, por ke la formantaj partoj ne estu trafitaj de la malebenaĵo de la levanta platformo. Subtablaj apogiloj estas strukturoj, kiuj similas al maldikaj rigidigitaj platoj, tiel ke ili povas esti facile forigitaj kaj malmuntitaj de la ento-modelo post kiam ĝi estas formita.
(5) Aldoni kadron kaj kolumnan subtenon:Kiam UV-radiado aplikas la fotokuracan rezinon por tute kuraci ĝin, pro la ŝrumpiĝo de la kuracanta rezino, la partoj deformiĝos dum la formado. Sendepende de la metodo uzata por iomete fiksi la eksponitan parton de la rezino, tio povas malhelpi la deformiĝon de la laborpecoj.
(6) Elekto de skanvojo:Ekzistas tri manieroj per lasera radio skani sekcion, nome, skanado laŭ la rando de la ekstera profilo de la sekcio; skanado de interna mielĉelara kradstrukturo krom konturaj randoj; kaj interna intensa pleniga skanado. Eblas elekti ŝablonon kun kompleksa strukturo, kaj la produktada procezo implikas la tri skanajn reĝimojn menciitajn supre. Eblas eĉ uzi kombinitan modelon inkluzive de la instalado de ŝaltilo, motoro kaj tiel plu por kompletigi ĝian produktadon, por testi la formeblon.

La supre menciita estas por prezenti kiel laSLA lumkuraciga 3D-printila mulda procezo estas analizi,JSADD 3D povas provizi tian maturan SLA-prototipadservon. Mi esperas provizi al vi referencon.
Kontribuanto: Vivien





