U procesu 3D printanjeZbog različitih faktora, skupljanje i deformacija uzrokovanih kapanjem će se pojaviti usljed različitih faktora. Složene strukture uzoraka zahtijevaju dodatnu strukturu podrške procesu. Potrebno je poduzeti procesne mjere za smanjenje efekta ljestvičastog kapanja, kao i iz drugih razloga. Prije početka proizvodnje modela potrebno je postaviti neke procesne mjere za modificiranje, prilagođavanje ili kompenzaciju digitalnog modela. Postoje dva glavna načina za izvođenje ove operacije: direktno rukovanje CAD 3D modelom, a zatim modificiranje ili prilagođavanje podataka o putanji skeniranja, kako je opisano u nastavku.
1. Direktno upravljanje CAD 3D modelima
(1) Podesite smjer uzoraka tokom proizvodnje.
(2) Proširite ili smanjite uzorke.
(3) Napravite više uzoraka istovremeno.
(4) Postavite položaj šablona na radnom stolu za podizanje.
2. Izmijenite ili prilagodite podatke o putanji skeniranja
Kako bi se poboljšala tačnost oblikovanja, podaci trodimenzionalnog modela mogu se modificirati i prilagoditi ili se mogu modificirati podaci o putanji skeniranja trodimenzionalnog oblika presjeka.
(1) Precizno podešavanje:Odnosi se na postavljanje maksimalno dozvoljene greške između profila presjeka dizajniranog trodimenzionalnog modela i stvarnog profila skeniranja laserskog snopa na XY ravni. Što je greška manja, to je površina proizvoda glatkija.
(2) Podešavanje debljine sekcije sekcije uzoraka:Kada je debljina presjeka konstantna, što je manji ugao između površine i horizontalne ravni, to je veći efekat stepenice. Stoga se manja debljina presjeka može postaviti u skladu sa smjerom modela i manjim uglom između površine i horizontalne ravni.
(3) Pomak putanje skeniranja:Kontura skeniranja laserskim snopom je veća od dizajnerske konture, tako da kapaljni kalup ima marginu za obradu; Ili napravite profil skeniranja manjim od dizajnerskog profila, tako da kapaljni kalup ima marginu za premazivanje.
(4) Dodajte donju potporu za jastuk:Između modela entiteta koji se formira i platforme za podizanje potrebno je postaviti sloj donjeg jastuka za potporu, tako da se model od platforme za podizanje malo udaljava od formiranja, tako da dijelovi formiranja ne budu pogođeni neravninama platforme za podizanje. Podupirači ispod kreveta su strukture koje podsjećaju na tanke ukrućene ploče tako da se mogu lako ukloniti iz modela entiteta nakon što je formiran.
(5) Dodajte nosač okvira i stupa:Kada se UV zračenjem fotosenzibilna smola potpuno stvrdne, zbog skupljanja smole za stvrdnjavanje, dijelovi će se deformirati u procesu oblikovanja, bez obzira na metodu koja se koristi za lagano fiksiranje izloženog dijela smole, može spriječiti deformaciju obratka.
(6) Odabir putanje skeniranja:Postoje tri načina za laserski snop skeniranja presjeka, i to skeniranje duž ruba vanjskog profila presjeka; skeniranje unutrašnje strukture rešetke u obliku saća, osim rubova kontura; i skeniranje intenzivnog unutrašnjeg popunjavanja. Može se odabrati uzorak sa složenom strukturom, a proces proizvodnje uključuje tri gore navedena načina skeniranja. Može se čak koristiti i kombinovani model koji uključuje ugradnju prekidača, motora i tako dalje za dovršetak proizvodnje, kako bi se testirala oblikovljivost.
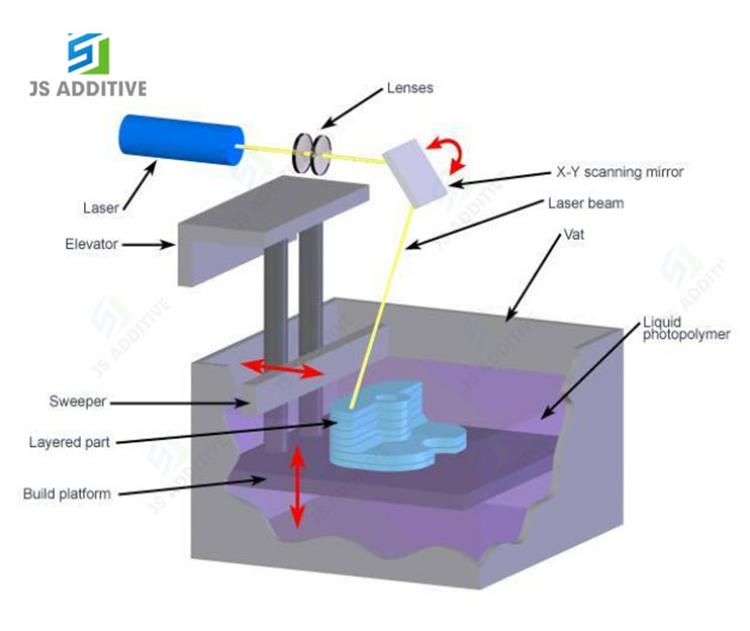

Gore navedeno služi da predstavi kakoSLA Proces oblikovanja 3D printera pomoću svjetlosnog stvrdnjavanja je analiza,JSADD 3D može pružiti takvu zrelu uslugu izrade SLA prototipa. Nadam se da vam mogu pružiti referencu.
Saradnik: Vivien





