In die proses van 3D-drukwerkAs gevolg van verskeie faktore sal die krimping van die drupvorming vervorm word, die komplekse struktuur van die patrone benodig addisionele prosesondersteuningsstruktuur, en die leereffek van drupvorming moet verminder word deur prosesmaatreëls te tref om dit te verminder, en ander redes. Voordat 'n vervaardigingsentiteitmodel begin, moet 'n paar prosesmaatreëls ingestel word om die digitale model te wysig, aan te pas of te kompenseer. Daar is twee hoofmaniere om die bewerking uit te voer: een is om die CAD 3D-model direk te gebruik, en die ander is om die skanderingspaddata te wysig of aan te pas, wat soos volg beskryf word.
1. Bedien CAD 3D-modelle direk
(1) Pas die rigting van die patrone tydens produksie aan.
(2) Vergroot of verklein die patrone.
(3) Maak verskeie patrone gelyktydig.
(4) Stel die posisie van die patrone op die hefwerkbank.
2. Wysig of pas skanderingspaddata aan
Om die vormingsakkuraatheid te verbeter, kan die driedimensionele modeldata gewysig en aangepas word, of die skanderingstrajekdata van die driedimensionele snitvorm kan gewysig word.
(1) Presisie-instelling:Dit verwys na die instelling van die maksimum toelaatbare fout tussen die snitprofiel van die ontwerpte driedimensionele model en die werklike skanderingsprofiel van die laserstraal op die XY-vlak. Hoe kleiner die fout, hoe gladder die oppervlak van die produk.
(2) Instelling van die snitdikte van die patroonafdeling:Wanneer die snitdikte konstant is, hoe kleiner die hoek tussen die oppervlak en die horisontale vlak, hoe groter is die stapeffek. Daarom kan 'n kleiner snitdikte ingestel word volgens die rigting van die model en die kleiner hoek tussen die oppervlak en die horisontale vlak.
(3) Skandeerbaanverskuiwing:die laserstraal-skandeerkontoer is groter as die ontwerpkontoer, sodat die drupvorming 'n verwerkingsmarge het; Of maak die skanderingsprofiel kleiner as die ontwerpprofiel, sodat die drupvorming 'n bedekkingsmarge het.
(4) Voeg onderste kussingondersteuning by:Tussen die vormende entiteitsmodel en die hefplatform moet 'n laag onderste kussingondersteuningsraam opgestel word, sodat die model 'n bietjie afstand van die hefplatform af is, sodat die vormende dele nie deur die oneweredigheid van die hefplatform beïnvloed word nie. Onderbedstutte is strukture wat soos dun verstewigde plate lyk, sodat hulle maklik van die entiteitsmodel verwyder kan word nadat dit gevorm is.
(5) Voeg raam- en kolomondersteuning by:Wanneer UV-bestraling op die fotohardende hars dit volledig uithard, as gevolg van die krimping van die hars, sodat die dele in die vormingsproses vervorm sal word, ongeag watter metode gebruik word om die blootgestelde deel van die hars effens vas te maak, kan die vervorming van die werkstukke voorkom word.
(6) Keuse van skanderingspad:Daar is drie maniere waarop 'n laserstraal 'n snit kan skandeer, naamlik skandering langs die rand van die buitenste profiel van die snit; skandering van die interne heuningkoekroosterstruktuur behalwe kontoerrande; en interne intensiewe vulskandering. 'n Patroon met 'n komplekse struktuur kan gekies word, en die produksieproses behels die drie skanderingsmodusse wat hierbo genoem word. Dit is selfs moontlik om 'n kombinasiemodel te gebruik, insluitend die installering van 'n skakelaar, motor ensovoorts, om die produksie te voltooi om die vormbaarheid te toets.
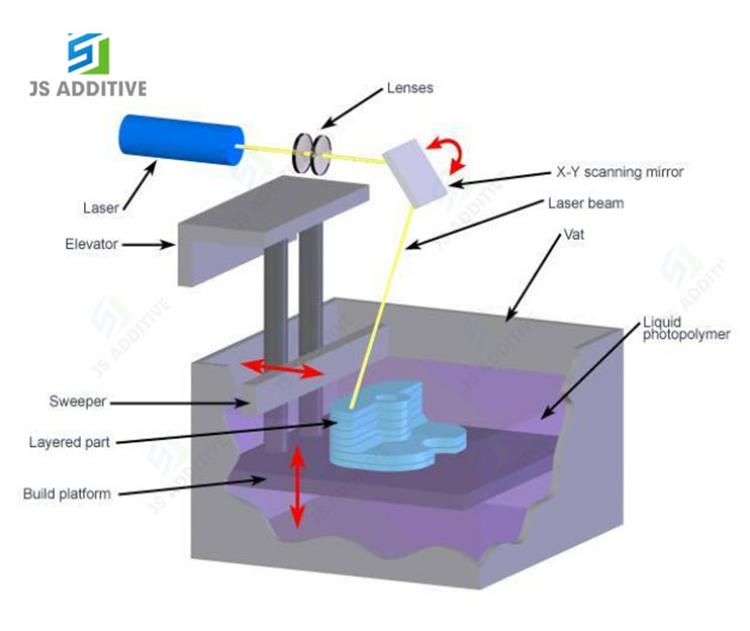

Bogenoemde is om voor te stel hoe dieSLA Die liguithardingsproses van 'n 3D-drukker is om te analiseer,JSADD 3D kan so 'n volwasse SLA-prototiperingsdiens verskaf. Hoop om jou van 'n verwysing te voorsien.
Bydraer: Vivien





