JSADD 3D האט יארן פון פראקטישע ערפארונג אין די 3D דרוק סערוויסעס. דורך פארשונג, איז געפונען געווארן אז עס זענען דא אסאך פאקטארן וואס האבן א דירעקטן איינפלוס אויף די מאלדינג גיכקייט פון SLA/DLP/LCD 3D דרוקן. שטעלן א פאסיגע דרוק גיכקייט איז נוצלעך צו פארבעסערן די מעגלעכקייט פון געראָטן דרוקן און פאבריקאציע עפעקטיווקייט. אבער עס איז נישט אזוי גרינג, ספעציעל פאר נייע הענט. איידער איר שטעלט איין א פאסיגע דרוק גיכקייט, דארפט איר וויסן וועלכע פאקטארן האבן א איינפלוס אויף די דרוק גיכקייט פון SLA/DLP/LCD 3D דרוקערס.
דרוק טעכנאָלאָגיע
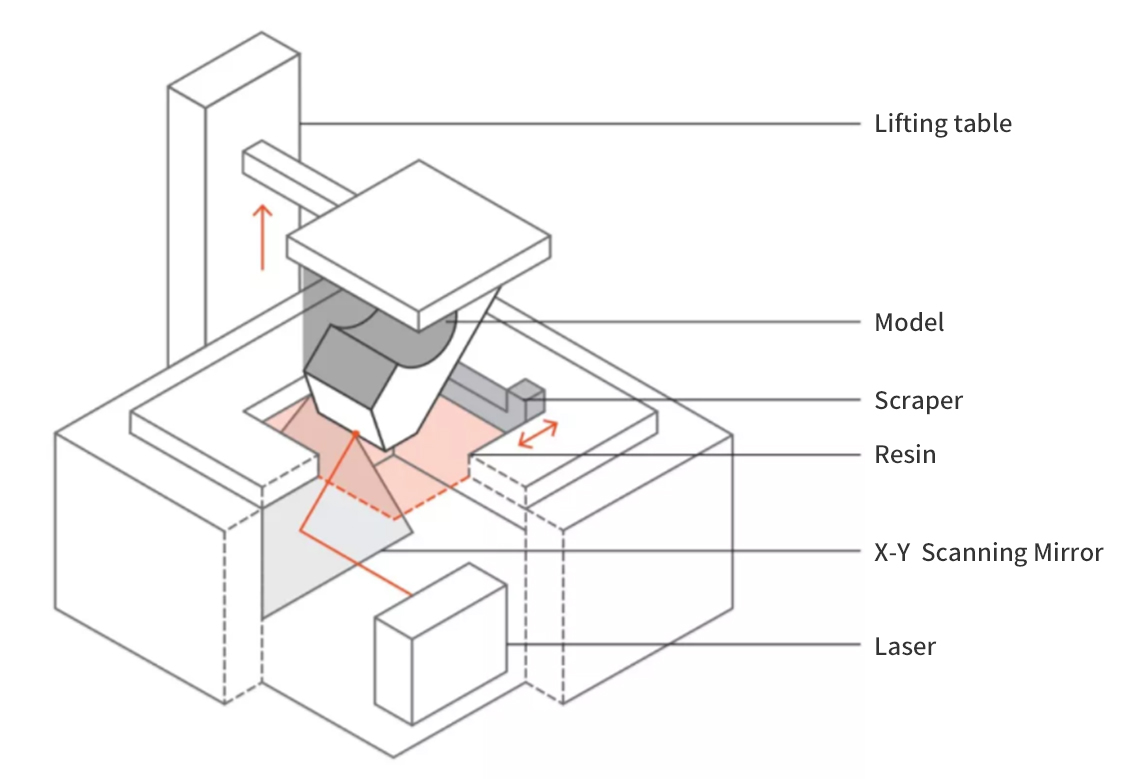
קאַמפּערד צו SLA, האָבן DLP און LCD דעם זעלבן פֿאָרטייל, און דאָס איז דרוק גיכקייט. די צוויי דרוק טעכנאָלאָגיעס זענען קלאָר שנעלער. ווײַל DLP/LCD 3D דרוקערס ווערן געשאַפֿן אויף דער גאַנצער ייבערפֿלאַך, וואָס ווערט געשאַפֿן דורך אויסשווענקען, נישט ווי SLA, וואָס ווערט געשאַפֿן דורך לאַזער פּונקטן.
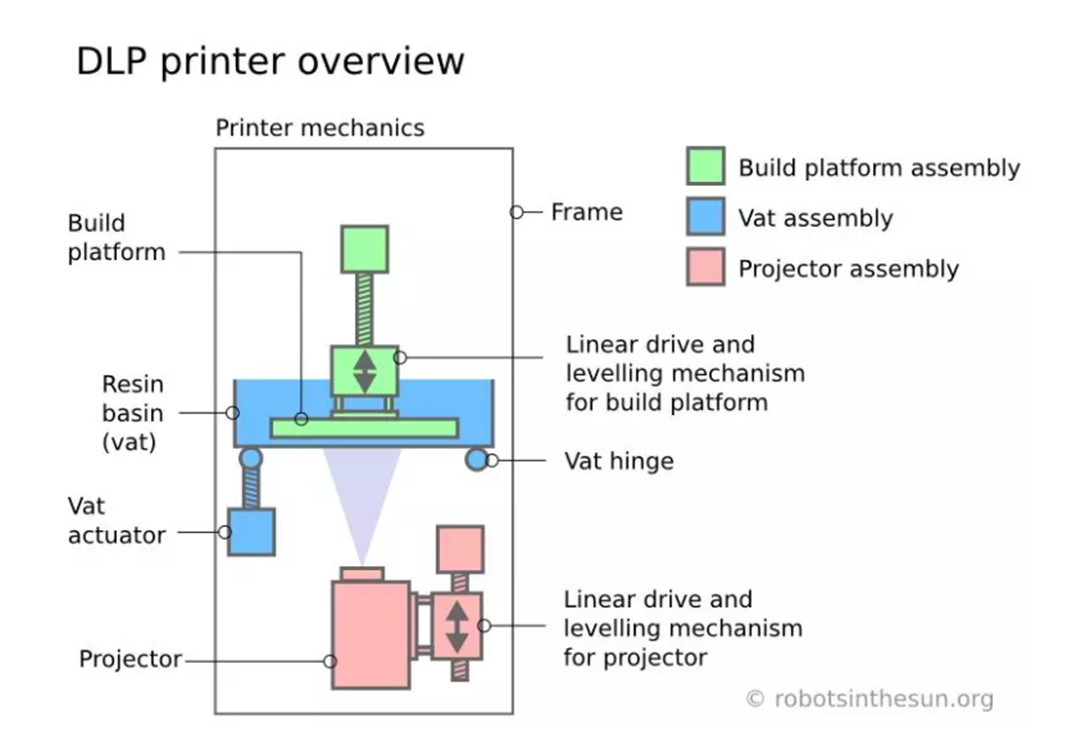
DLP דרוקער סטרוקטור בילד מקור: robotsinthesun.org
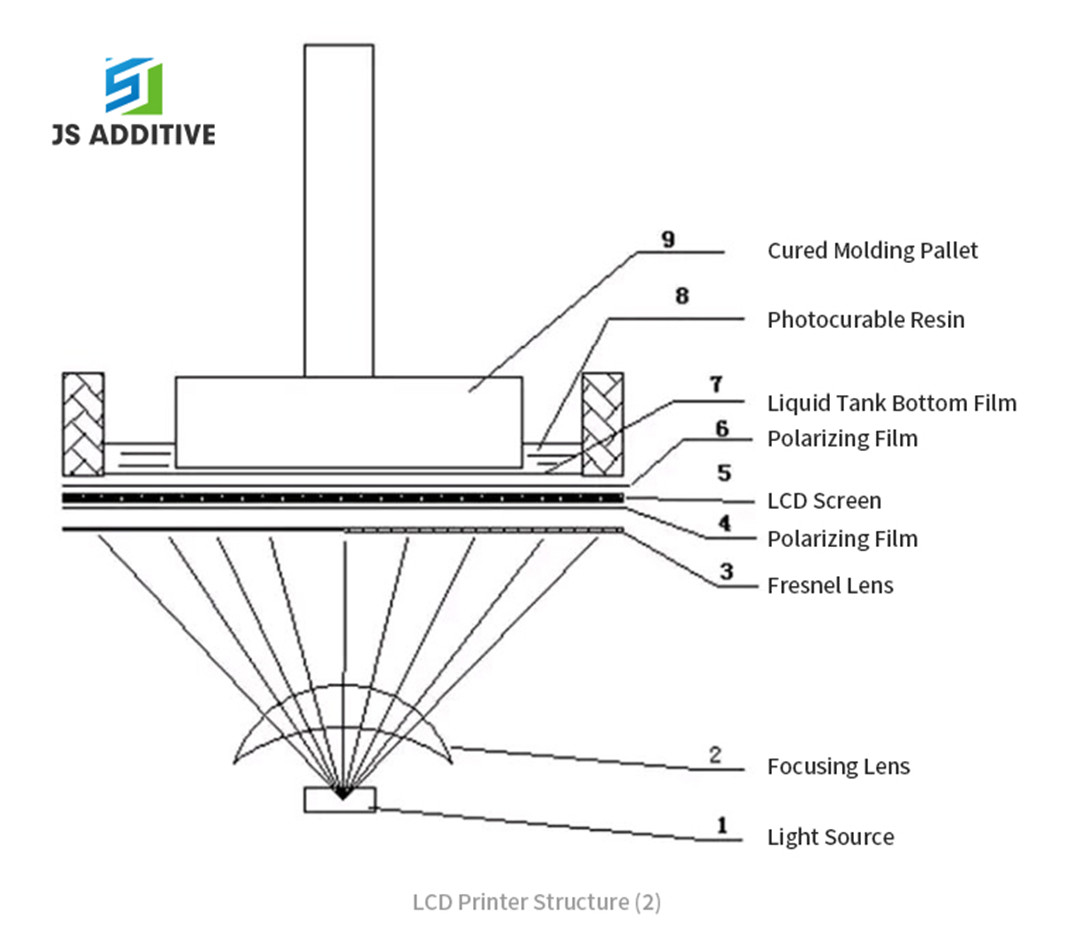
LCD דרוקער סטרוקטור 1 ליכט מקור 2 פאָקוסינג לינז 3 פרעסנעל לינז 4 פּאָלאַריזירנדיק פילם 5 LCD פאַרשטעלן 6 פּאָלאַריזירנדיק פילם 7 פליסיק טאַנק דנאָ פילם 8 פאָטאָקיוראַבאַל רעזין 9 געהיילט מאָלדינג פּאַלאַט
דרוקער סעטטינגס
אויב די דרוק גיכקייט איז איינגעשטעלט פון פאראויס, וועט עס קיינמאל נישט איבערשטייגן דעם איינגעשטעלטן ווערט.
נאך א פאקטאר וואס האט צו טון מיט דרוק-געשווינדיקייט איז די שנעלקייט מיט וואס די סיסטעם דרוקט איין שיכט. ביים דרוקן גייט די ליכט-קוואל אדורך דעם דנאָ פון דער דורכזעיגער רעזין-קאפל, און די פריש אויסגעהארטעטע רעזין פארלאנגט א לאנגווייליגן אפשייל-פראצעס איידער מען גייט ווייטער אויסהארטן א נייע שיכט. געוויסע פאבריקאנטן מאכן די סיסטעם שנעל דורכגיין דעם אפשייל-פראצעס כדי צו פארגרעסערן די דרוק-געשווינדיקייט. נאך א וועג צו עלימינירן דעם צרות איז אויסהארטן ביים שפיץ פונעם רעזין-לעוועל, נישט ביים דנאָ.
די אינטענסיטעט פון ליכט מקור
רעזין דרוקן ניצט א ליכט מקור צו אויסהארטן א פאטא-סענסיטיוו פליסיק רעזין צו שאפן דעם לעצטן 3D מאדעל.
דער אונטערשייד צווישן די דריי טעכניקן איז די ליכט מקור געניצט צו היילן די רעזין.
די אינטענסיטעט פון דער ליכט-קוואל וואס מען ניצט קען אפעקטירן די דרוק-גיך פונעם דרוקער. מיר קענען עס פארבעסערן דורך פארגרעסערן די ליכט-אינטענסיטעט, אבער דאס מיינט אויך עקסטערע קאסטן.
שיכטTהיקנעס
שיכט גרעב באַאיינפֿלוסט ביידע דרוק גיכקייט און מאָדעל קוואַליטעט. די שיכט גרעב וואָס איז נויטיק צו דרוקן דעם מאָדעל באַשטימט די דרוק גיכקייט און די צייט וואָס עס נעמט. ווי דין די שיכט גרעב, אַלץ מער צייט וועט עס נעמען צו דרוקן אַ 3D מאָדעל פון דער זעלבער הייך. ווייל די גאַנצע הייך בלייבט די זעלבע, ווי דין די שיכט גרעב, אַלץ מער שיכטן דאַרף דער דרוקער דרוקן, און אַלץ מער צייט נעמט עס. אָבער רעלאַטיוו, ווי דין די שיכט גרעב, אַלץ העכער די קוואַליטעט פון דעם פֿאַרטיקן פּראָדוקט.
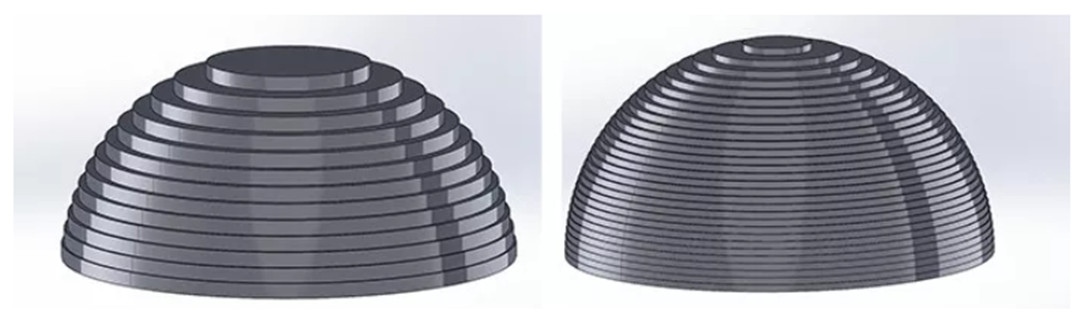
לינקס-75µm פּיקסעל
רעכטס-37µm פּיקסעל
מאַטעריאַל
די דרוק גיכקייט פון די 3D דרוקער איז אויך אָפענגיק פון די טיפּ מאַטעריאַלן. רעסינס קאַמביינד פון פאַרשידענע מאָנאָמערן, פּרעפּאָלימערן, פאָטאָאיניציאַטאָרן, און פאַרשידענע אנדערע אַדיטיוון האָבן פאַרשידענע אייגנשאַפטן און פאַרשידענע היילונג צייטן.
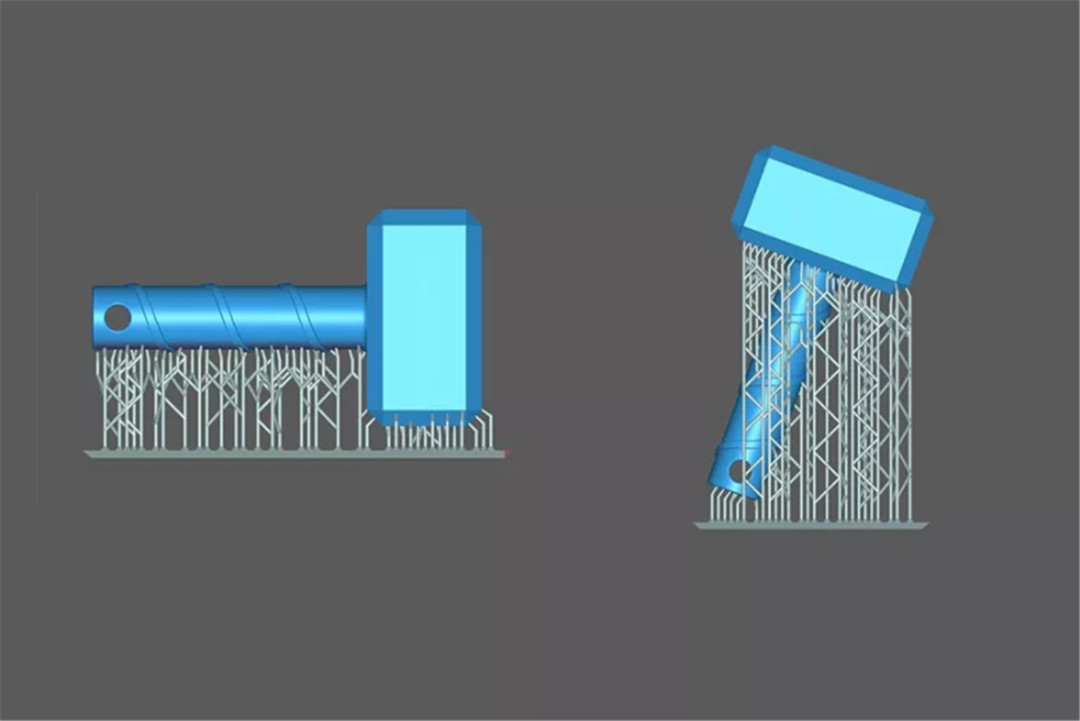
די סטרוקטור און פּלאַצירונג פון מאָדעל
די סטרוקטור פון דעם מאָדעל באַאיינפלוסט אויך די דרוק-גיך. אויב דער מאָדעל איז אויסגעהאלט און האט נישט קיין קאָמפּליצירטע דעטאַלן, איז דרוקן פיל שנעלער. די גלייַכבארע פּלאַצירונג פון דעם מאָדעל וועט אויך באַאיינפלוסן די דרוק-גיך. בכלל, וועט עס זיין פיל שנעלער צו שטעלן דעם מאָדעל האָריזאָנטאַל ווי ווערטיקאַל ביים דרוקן, אָבער די גענויקייט קען זיין פאַרקלענערט.
דאָס זענען די הויפּט פאַקטאָרן וואָס האָבן אַן השפּעה אויף די דרוק גיכקייט צווישן 3D דרוקן. אין דעם פּראָצעס פון אַדיטיוו מאַנופאַקטורינג, קען די פאַקטישע סיטואַציע זיין מער קאָמפּליצירט ווי דאָס. דעריבער, דרוק גיכקייט איז אַ קאָמפּראָמיס. אַמאָל די דרוק גיכקייט פאַרגרעסערט זיך, איז עס מסתּמא אַז די דרוק קוואַליטעט וועט פאַרמינערן. ווי צו אָפּוועגן די מעלות און חסרונות דאַרף אויך באַשלאָסן ווערן לויט דער פאַקטישער סיטואַציע.





