JSADD 3D có nhiều năm kinh nghiệm thực tế trong dịch vụ in 3D. Qua nghiên cứu, người ta thấy rằng có nhiều yếu tố ảnh hưởng trực tiếp đến tốc độ đúc của máy in 3D SLA/DLP/LCD. Việc thiết lập tốc độ in phù hợp có ích trong việc cải thiện khả năng in thành công và hiệu quả sản xuất. Nhưng điều đó không dễ dàng, đặc biệt là đối với người mới. Trước khi thiết lập tốc độ in phù hợp, bạn cần biết những yếu tố nào ảnh hưởng đến tốc độ in của máy in 3D SLA/DLP/LCD.
Công nghệ in ấn
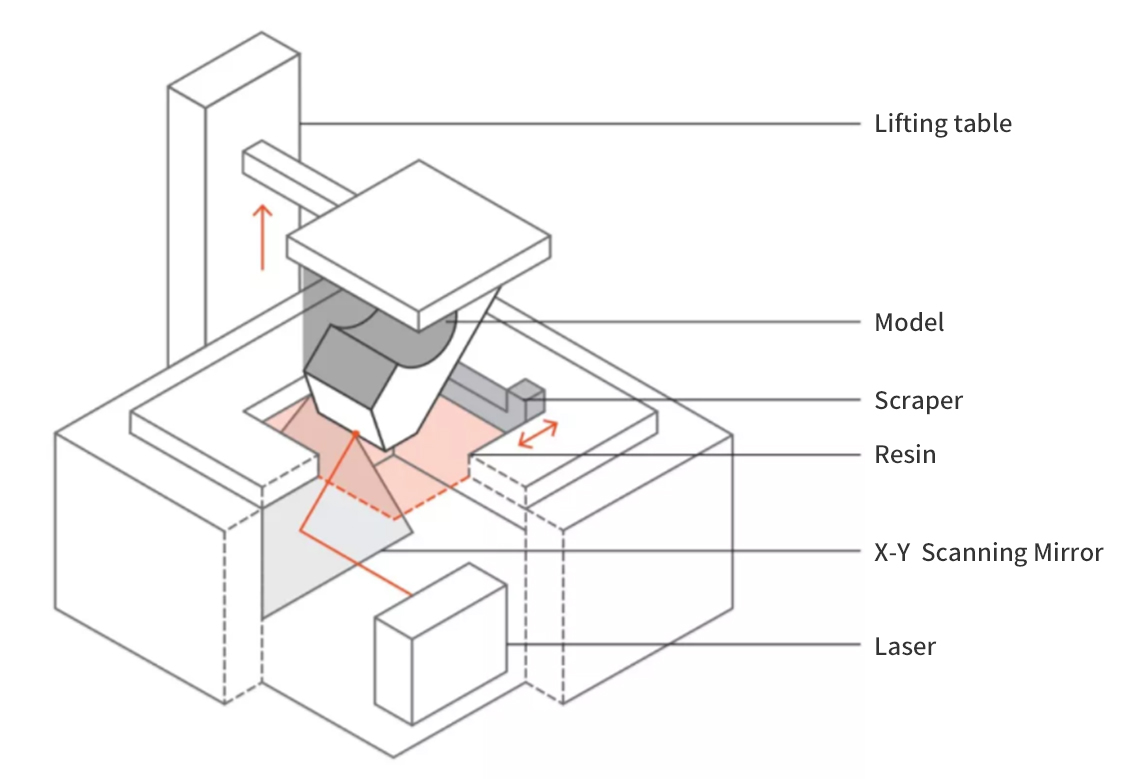
So với SLA, DLP và LCD có cùng một ưu điểm, đó là tốc độ in. Hai công nghệ in này rõ ràng là nhanh hơn. Bởi vì máy in 3D DLP/LCD được tạo thành trên toàn bộ bề mặt, được tạo thành bằng cách quét, không giống như SLA, được tạo thành bằng các điểm laser.
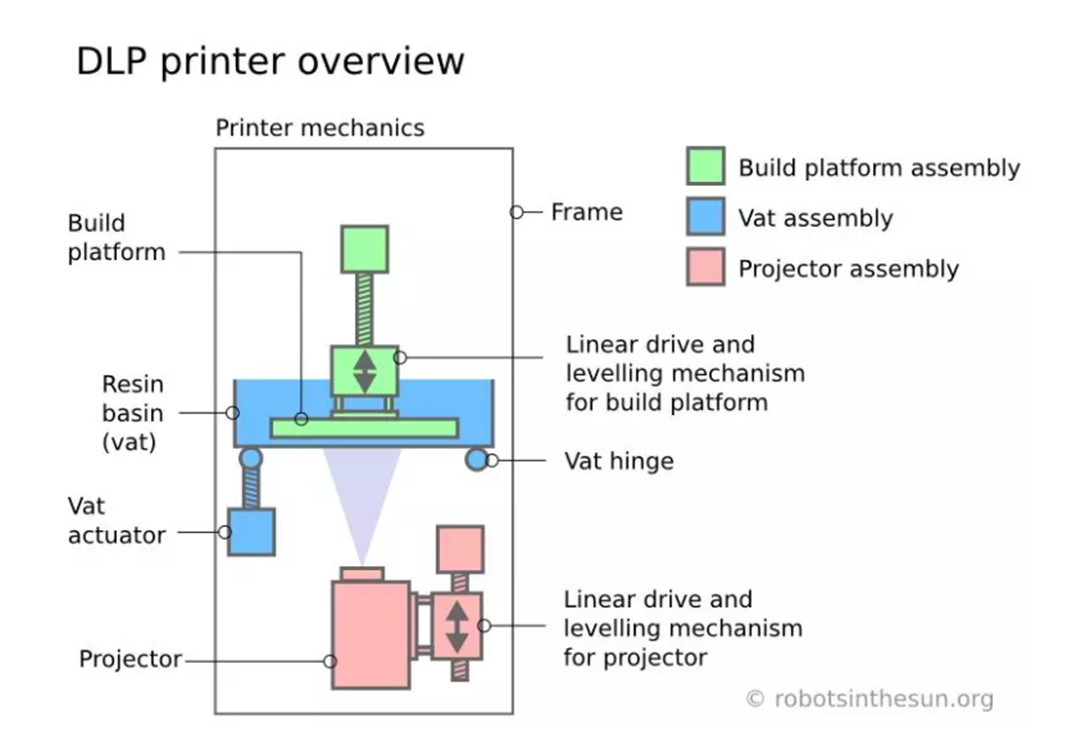
Cấu trúc máy in DLP Nguồn hình ảnh: robotsinthesun.org
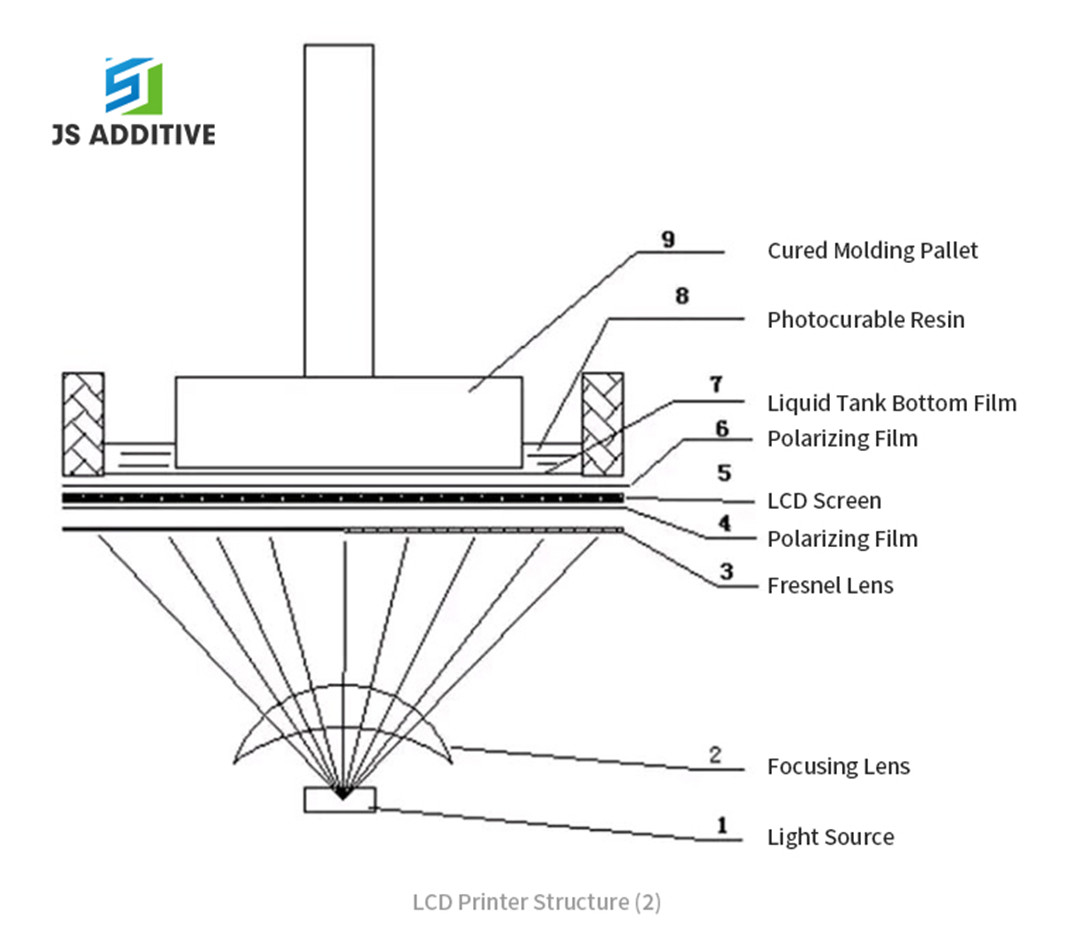
Cấu trúc máy in LCD 1 nguồn sáng 2 thấu kính hội tụ 3 thấu kính Fresnel 4 màng phân cực 5 màn hình LCD 6 màng phân cực 7 màng đáy bể chứa chất lỏng 8 nhựa quang hóa 9 pallet đúc đã lưu hóa
Cài đặt máy in
Nếu tốc độ in được thiết lập trước, nó sẽ không bao giờ vượt quá giá trị đã thiết lập.
Một yếu tố khác liên quan đến tốc độ in là tốc độ hệ thống in một lớp đơn. Khi in, nguồn sáng đi qua đáy của máng nhựa trong suốt và nhựa mới đông cứng cần một quá trình bóc tách tẻ nhạt trước khi tiếp tục đông cứng một lớp mới. Một số nhà sản xuất làm cho hệ thống trải qua quá trình bóc tách nhanh chóng để tăng tốc độ in. Một cách khác để loại bỏ sự phiền phức này là đông cứng ở phía trên của lớp nhựa, không phải ở phía dưới.
Cường độ của nguồn sáng
In nhựa sử dụng nguồn sáng để làm đông nhựa lỏng nhạy sáng nhằm tạo ra mô hình 3D cuối cùng.
Sự khác biệt giữa ba kỹ thuật này là nguồn sáng được sử dụng để làm đông nhựa.
Cường độ của nguồn sáng được sử dụng có thể ảnh hưởng đến tốc độ in của máy in. Chúng ta có thể cải thiện bằng cách tăng cường độ ánh sáng, nhưng điều đó cũng có nghĩa là chi phí tăng thêm.
LớpTsự thô lỗ
Độ dày lớp ảnh hưởng đến cả tốc độ in và chất lượng mô hình. Độ dày lớp cần thiết để in mô hình quyết định tốc độ in và thời gian thực hiện. Độ dày lớp càng mỏng thì thời gian in mô hình 3D có cùng chiều cao càng lâu. Vì tổng chiều cao vẫn giữ nguyên nên độ dày lớp càng mỏng thì máy in cần in nhiều lớp hơn và thời gian thực hiện càng lâu. Nhưng tương đối mà nói, độ dày lớp càng mỏng thì chất lượng thành phẩm càng cao.
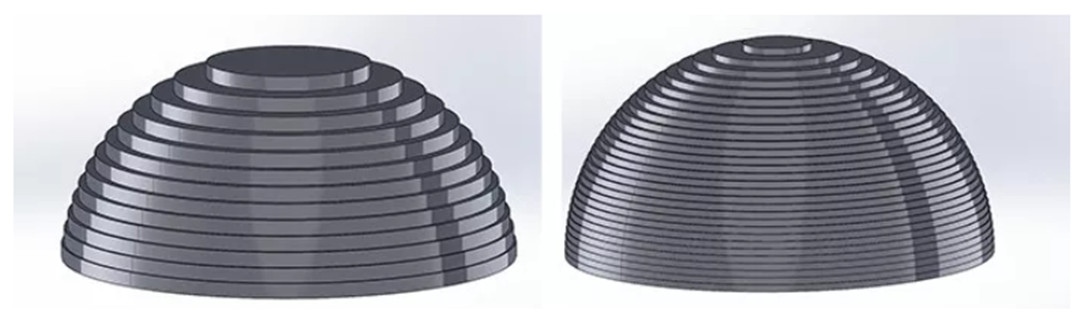
Pixel Trái-75µm
Pixel phải 37µm
Vật liệu
Tốc độ in của máy in 3D cũng phụ thuộc vào loại vật liệu. Nhựa kết hợp từ các monome, prepolymer, chất khởi tạo quang và nhiều chất phụ gia khác nhau có các đặc tính khác nhau và thời gian lưu hóa khác nhau.
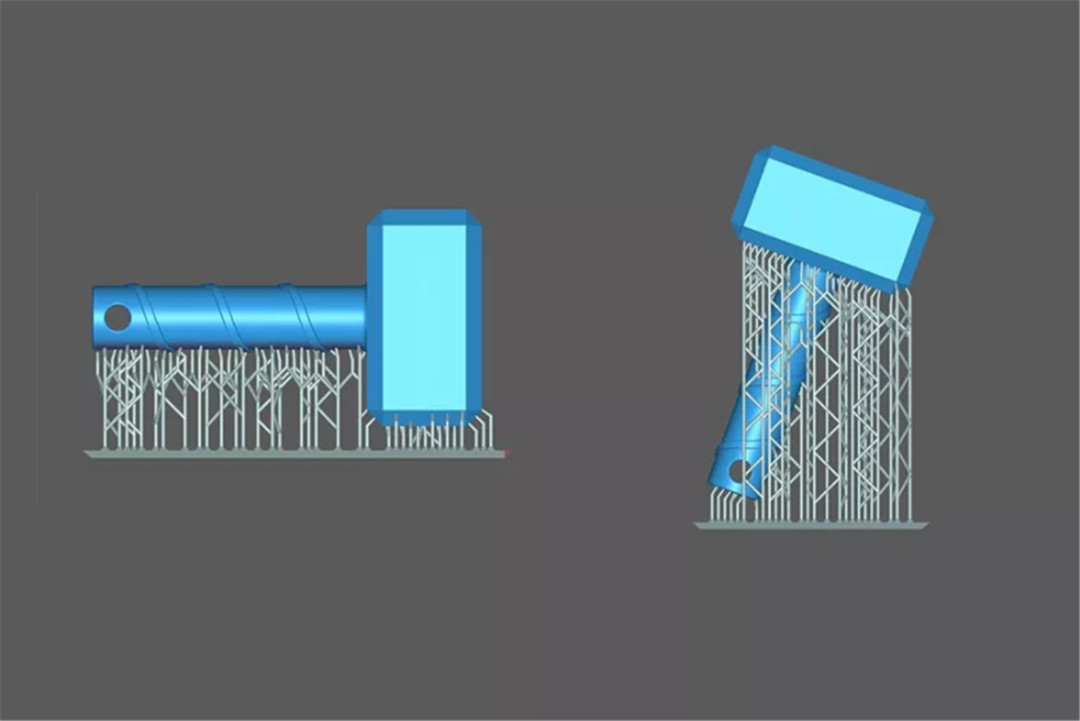
Cấu trúc và vị trí của mô hình
Cấu trúc của mô hình cũng ảnh hưởng đến tốc độ in. Nếu mô hình rỗng và không có chi tiết phức tạp, tốc độ in sẽ nhanh hơn nhiều. Vị trí đặt mô hình hợp lý cũng sẽ ảnh hưởng đến tốc độ in. Nhìn chung, đặt mô hình theo chiều ngang sẽ nhanh hơn nhiều so với đặt theo chiều dọc khi in, nhưng độ chính xác có thể giảm.
Đây là những yếu tố chính ảnh hưởng đến tốc độ in trong in 3D. Trong quá trình sản xuất bồi đắp, tình hình thực tế có thể phức tạp hơn thế. Do đó, tốc độ in là một sự đánh đổi. Khi tốc độ in tăng lên, rất có thể chất lượng in sẽ giảm xuống. Cách cân nhắc ưu và nhược điểm cũng cần được quyết định theo tình hình thực tế.





