JSADD 3D har årelang praktisk erfaring innen 3D-printing. Gjennom forskning har det blitt funnet at det er mange faktorer som direkte påvirker støpehastigheten til SLA/DLP/LCD 3D-printing. Å stille inn en passende utskriftshastighet er nyttig for å forbedre sannsynligheten for vellykket utskrift og produksjonseffektivitet. Men det er ikke så lett, spesielt for nybegynnere. Før du stiller inn en passende utskriftshastighet, må du vite hvilke faktorer som påvirker utskriftshastigheten til SLA/DLP/LCD 3D-skrivere.
Utskriftsteknologi
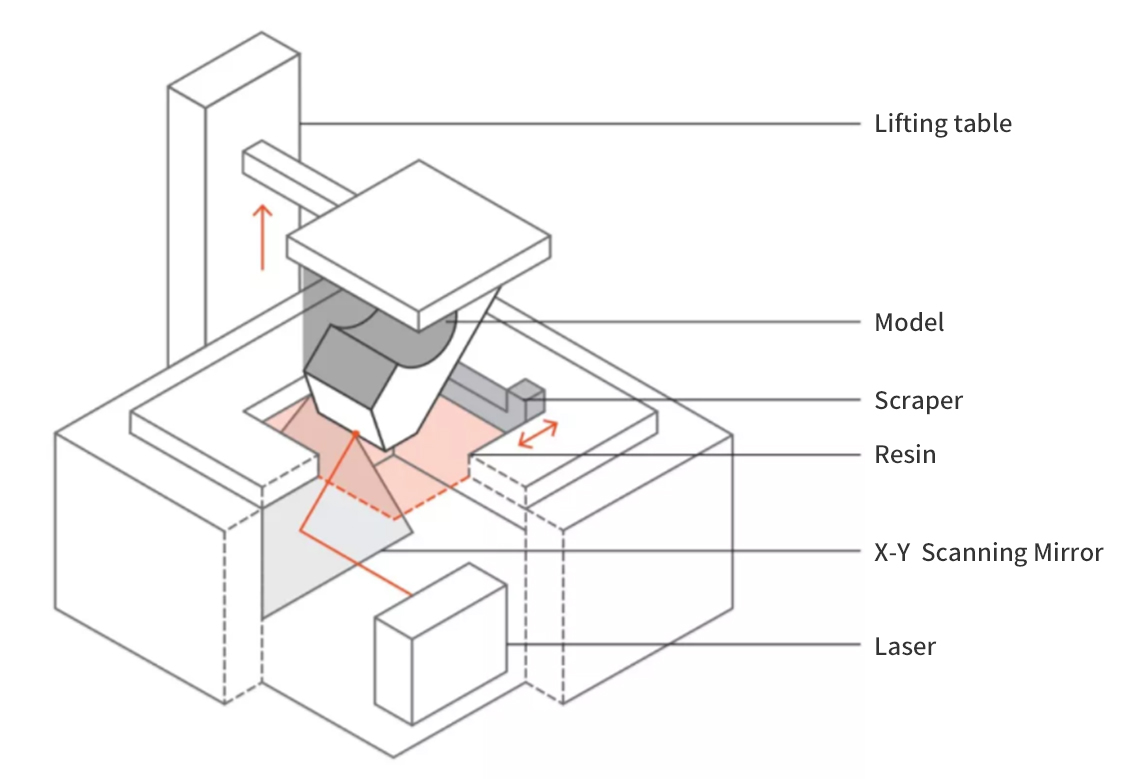
Sammenlignet med SLA har DLP og LCD den samme fordelen, nemlig utskriftshastighet. Disse to utskriftsteknologiene er åpenbart raskere. Fordi DLP/LCD 3D-skrivere er dannet på hele overflaten, som dannes ved feiing, i motsetning til SLA, som dannes av laserpunkter.
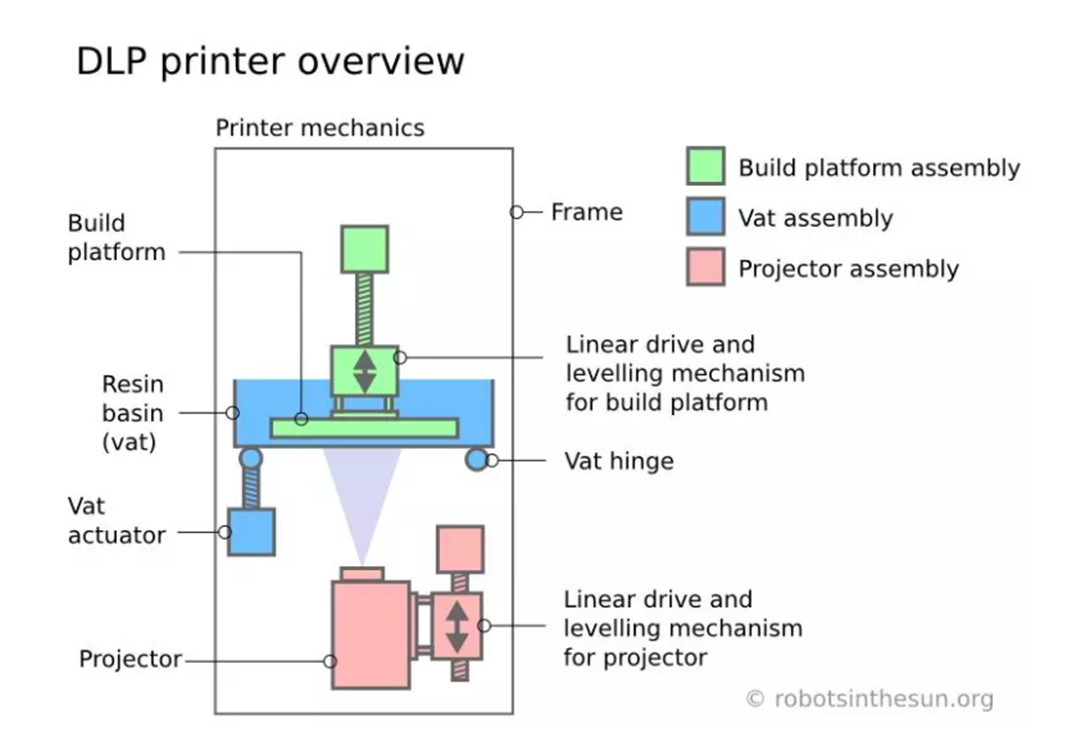
DLP-skriverstruktur Bildekilde: robotsinthesun.org
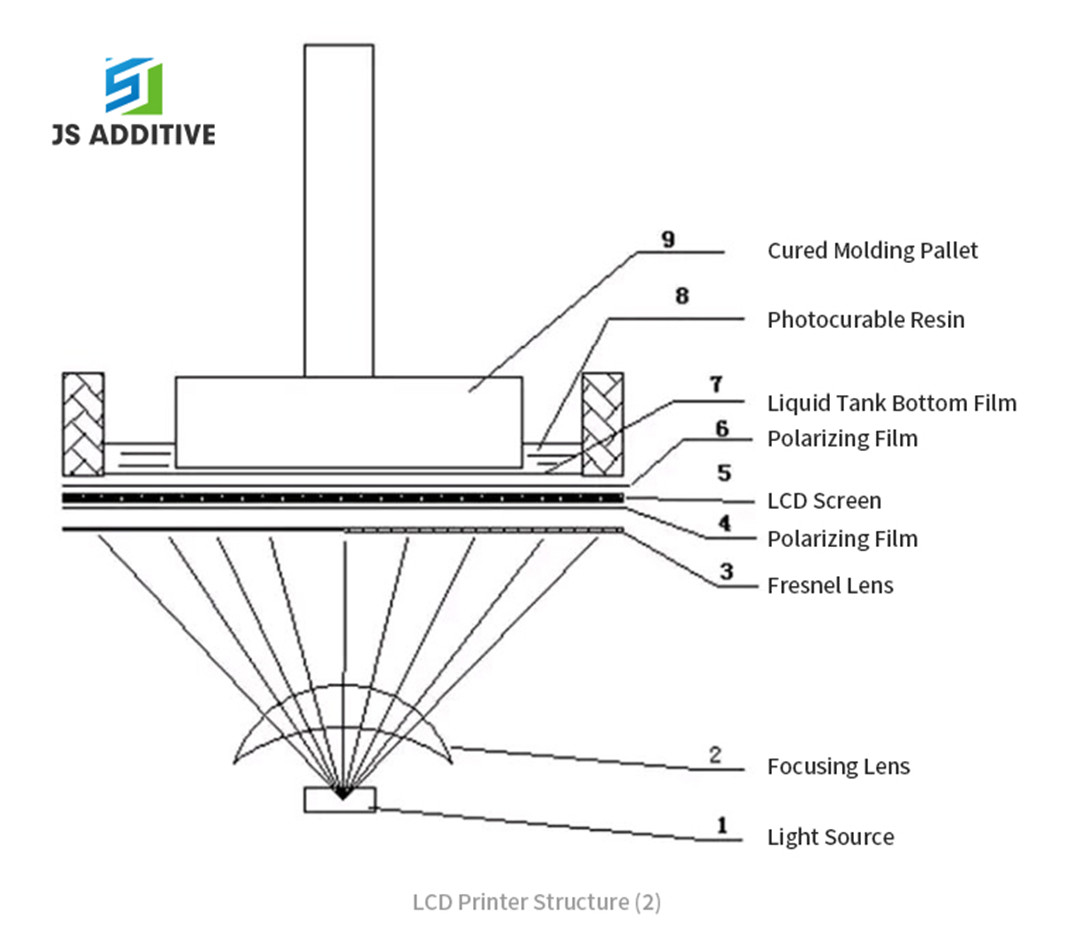
LCD-skriverstruktur 1 lyskilde 2 fokuseringslinse 3 Fresnel-linse 4 polariseringsfilm 5 LCD-skjerm 6 polariseringsfilm 7 bunnfilm for væsketank 8 fotoherdbar harpiks 9 herdet støpepall
Skriverinnstillinger
Hvis utskriftshastigheten er angitt på forhånd, vil den aldri overskride den angitte verdien.
En annen faktor knyttet til utskriftshastighet er hastigheten som systemet skriver ut et enkelt lag med. Ved utskrift passerer lyskilden gjennom bunnen av den gjennomsiktige harpiksrenna, og den nylig herdede harpiksen krever en kjedelig avskallingsprosess før den fortsetter å herde et nytt lag. Noen produsenter lar systemet gå gjennom avskallingsprosessen raskt for å øke utskriftshastigheten. En annen måte å eliminere dette bryderiet på er å herde på toppen av harpiksnivået, ikke bunnen.
Lyskildens intensitet
Harpiksutskrift bruker en lyskilde til å herde en lysfølsom flytende harpiks for å lage den endelige 3D-modellen.
Forskjellen mellom de tre teknikkene er lyskilden som brukes til å herde harpiksen.
Intensiteten til lyskilden som brukes kan påvirke skriverens utskriftshastighet. Vi kan forbedre den ved å øke lysintensiteten, men det betyr også ekstra kostnader.
LagThøyde
Lagtykkelsen påvirker både utskriftshastigheten og modellkvaliteten. Lagtykkelsen som kreves for å skrive ut modellen bestemmer utskriftshastigheten og tiden det tar. Jo tynnere lagtykkelsen er, desto lengre tid vil det ta å skrive ut en 3D-modell med samme høyde. Fordi den totale høyden forblir den samme, jo tynnere lagtykkelsen er, desto flere lag trenger skriveren å skrive ut, og desto lengre tid tar det. Men relativt sett, jo tynnere lagtykkelsen er, desto høyere kvalitet på det ferdige produktet.
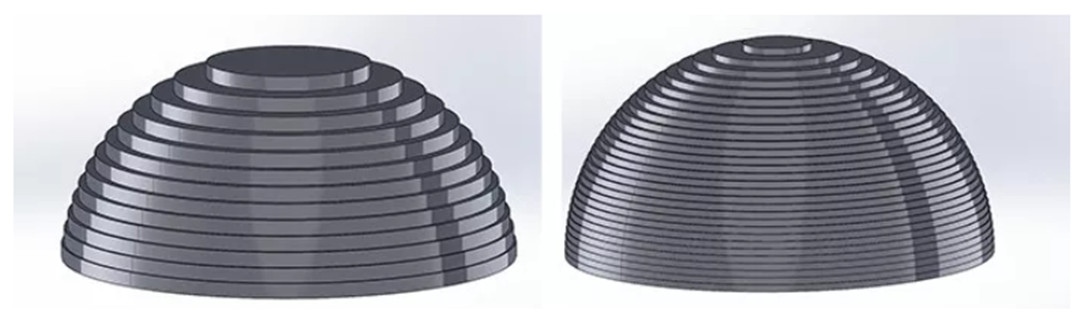
Venstre-75µm piksel
Høyre-37µm piksel
Materiale
Utskriftshastigheten til 3D-skriveren avhenger også av materialtypen. Harpikser kombinert av forskjellige monomerer, prepolymerer, fotoinitiatorer og diverse andre tilsetningsstoffer har forskjellige egenskaper og ulik herdetid.
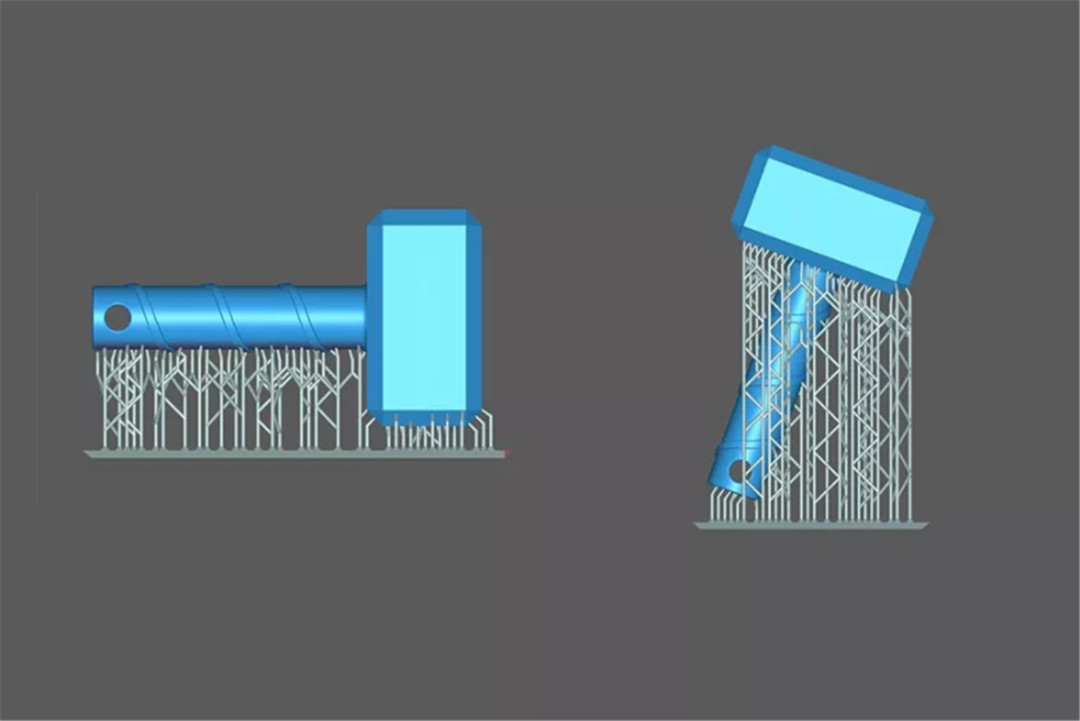
Modellens struktur og plassering
Modellens struktur påvirker også utskriftshastigheten. Hvis modellen er uthulet og ikke har noen intrikate detaljer, går utskriften mye raskere. En rimelig plassering av modellen vil også påvirke utskriftshastigheten. Generelt vil det være mye raskere å plassere modellen horisontalt enn vertikalt ved utskrift, men nøyaktigheten kan bli redusert.
Dette er hovedfaktorene som påvirker utskriftshastigheten innen 3D-printing. I prosessen med additiv produksjon kan den faktiske situasjonen være mer komplisert enn som så. Derfor er utskriftshastighet en avveining. Når utskriftshastigheten øker, er det sannsynlig at utskriftskvaliteten vil synke. Hvordan man skal veie fordeler og ulemper må også avgjøres i henhold til den faktiske situasjonen.





