JSADD 3D huet Joeren u praktescher Erfahrung am 3D-Dréckservice. Duerch Fuerschung gouf festgestallt, datt et vill Faktoren gëtt, déi direkt d'Formgeschwindegkeet vum SLA/DLP/LCD 3D-Dréck beaflossen. Eng passend Dréckgeschwindegkeet anzestellen ass hëllefräich fir d'Wahrscheinlechkeet vum erfollegräichen Drécken an d'Produktiounseffizienz ze verbesseren. Awer et ass net sou einfach, besonnesch fir Ufänger. Ier Dir déi passend Dréckgeschwindegkeet astellt, musst Dir wëssen, wéi eng Faktoren d'Dréckgeschwindegkeet vun SLA/DLP/LCD 3D-Drécker beaflossen.
Drécktechnologie
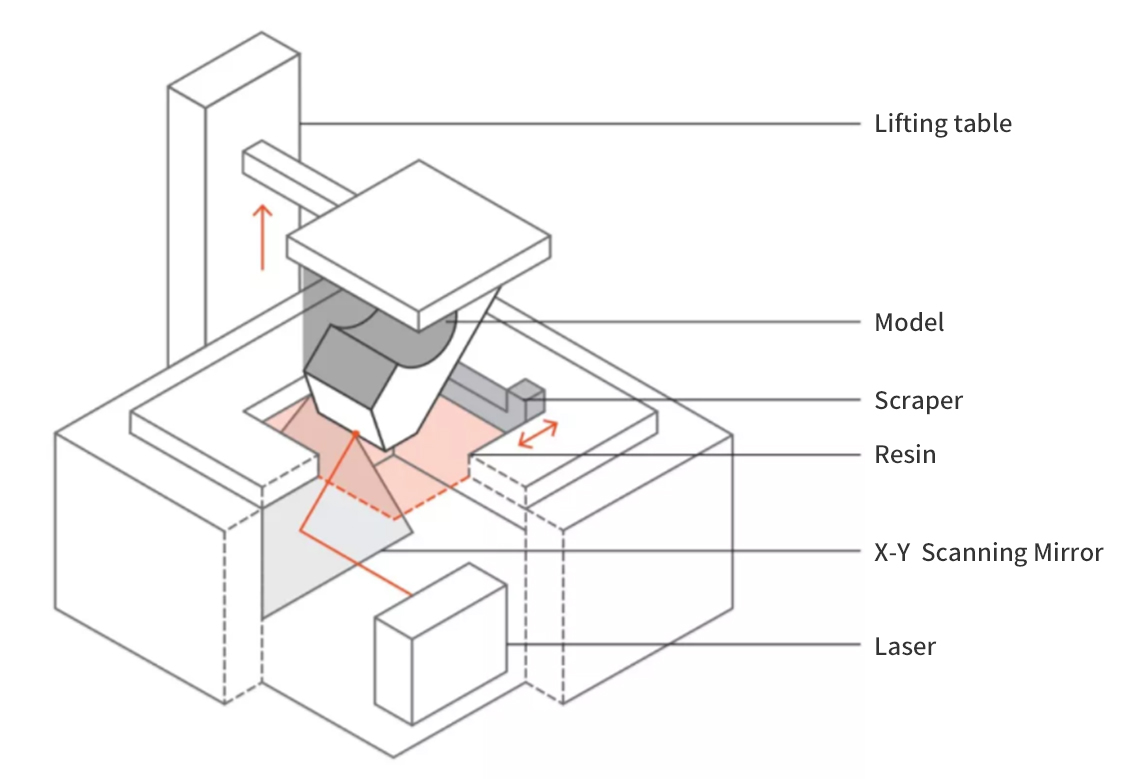
Am Verglach mat SLA hunn DLP an LCD dee selwechte Virdeel, nämlech d'Dréckgeschwindegkeet. Dës zwou Drécktechnologien si selbstverständlech méi séier. Well DLP/LCD 3D-Drécker op der ganzer Uewerfläch geformt ginn, déi duerch d'Feige geformt gëtt, am Géigesaz zu SLA, déi duerch Laserpunkten geformt gëtt.
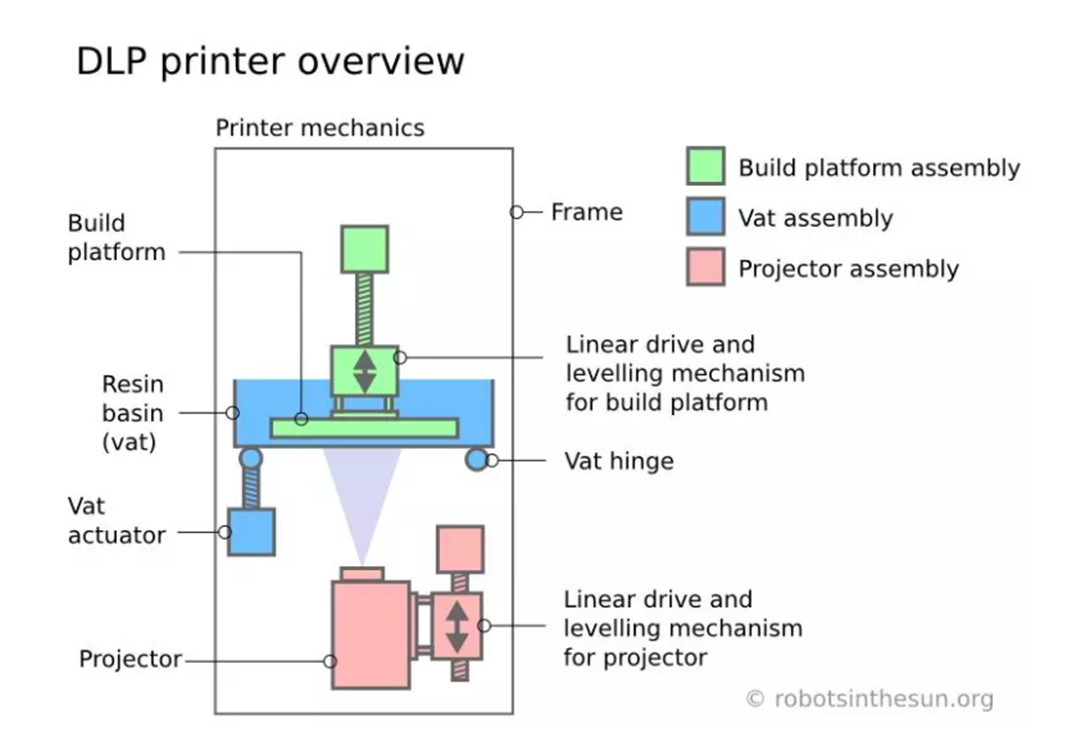
Struktur vum DLP-Drécker Bildquell: robotsinthesun.org
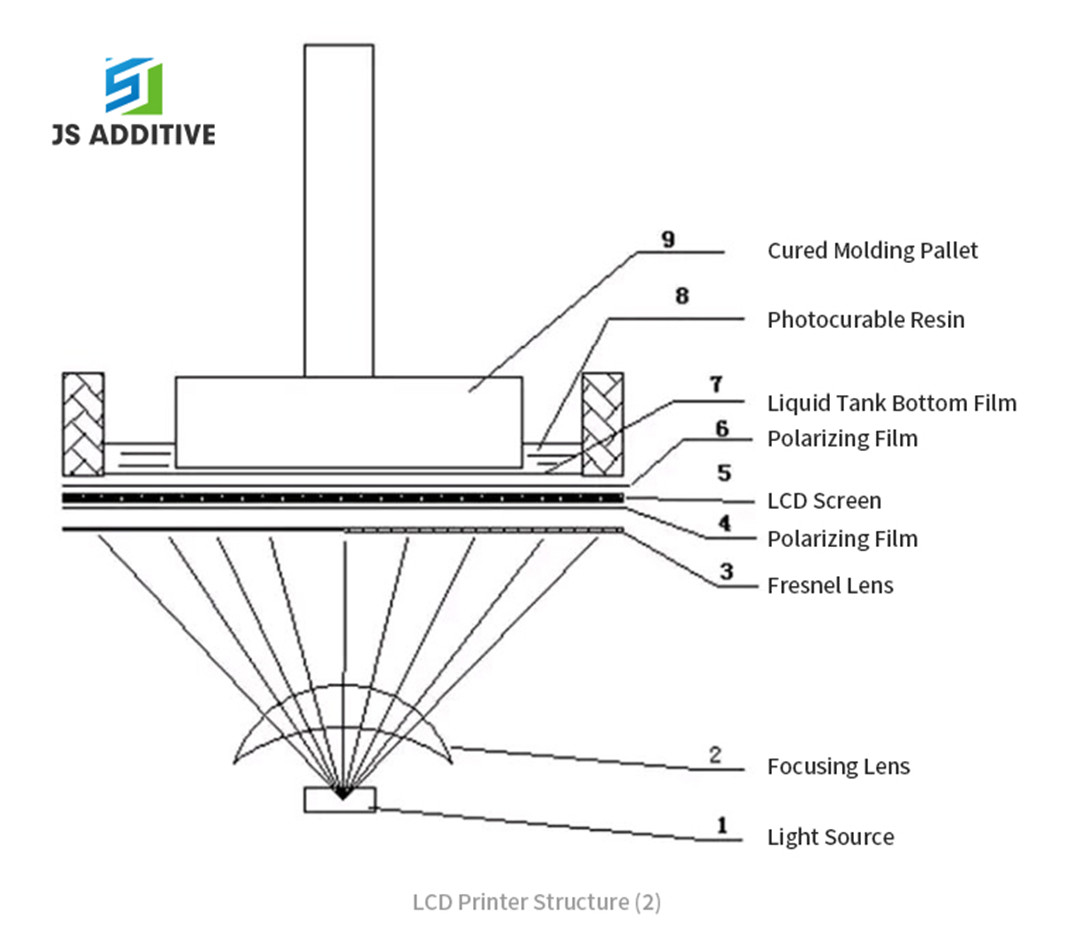
LCD-Dréckerstruktur 1 Liichtquell 2 Fokusséierungslëns 3 Fresnel-Lëns 4 Polariséierungsfilm 5 LCD-Bildschierm 6 Polariséierungsfilm 7 Buedemfilm vum Flëssegkeetsbehälter 8 Fotohärtbar Harz 9 gehärtete Formpalette
Dréckerastellungen
Wann d'Dréckgeschwindegkeet am Viraus agestallt ass, gëtt se ni iwwer de festgeluechte Wäert iwwerschratt.
En anere Faktor am Zesummenhang mat der Dréckgeschwindegkeet ass d'Geschwindegkeet, mat där de System eng eenzeg Schicht dréckt. Beim Drécken geet d'Liichtquell duerch den ënneschten Deel vum transparenten Harztrog, an den frësch gehärte Harz brauch en ustrengenden Ofpellprozess, ier eng nei Schicht weidergehärtet gëtt. E puer Hiersteller loossen de System de Schielprozess séier duerchlafen, fir d'Dréckgeschwindegkeet ze erhéijen. Eng aner Méiglechkeet, dëse Stress ze eliminéieren, ass uewen um Harzniveau ze härten, net um Buedem.
D'Intensitéit vun der Liichtquell
Harzdrock benotzt eng Liichtquell fir e lichtempfindlecht flëssegt Harz ze härten, fir dat endgültegt 3D-Modell ze kreéieren.
Den Ënnerscheed tëscht den dräi Techniken ass d'Liichtquell, déi benotzt gëtt fir den Harz ze härten.
D'Intensitéit vun der benotzter Liichtquell kann d'Dréckgeschwindegkeet vum Drécker beaflossen. Mir kënnen se verbesseren andeems mir d'Liichtintensitéit erhéijen, awer dat bedeit och zousätzlech Käschten.
SchichtTHickness
D'Schichtdicke beaflosst souwuel d'Dréckgeschwindegkeet wéi och d'Modellqualitéit. D'Schichtdicke, déi fir den Drécke vum Modell gebraucht gëtt, bestëmmt d'Dréckgeschwindegkeet an d'Dauer. Wat méi dënn d'Schichtdicke ass, wat méi Zäit et dauert fir en 3D-Modell vun der selwechter Héicht ze drécken. Well d'Gesamthéicht d'selwecht bleift, wat méi dënn d'Schichtdicke ass, wat méi Schichten den Drécker brauch fir ze drécken, an wat méi Zäit et brauch. Awer relativ gesinn, wat méi dënn d'Schichtdicke ass, wat méi héich d'Qualitéit vum fäerdege Produkt ass.
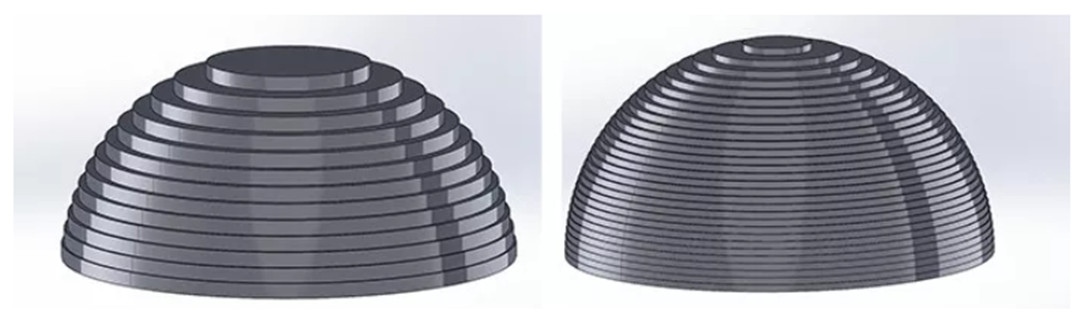
Lénks-75µm Pixel
Riets-37µm Pixel
Material
D'Dréckgeschwindegkeet vum 3D-Drécker hänkt och vun der Aart vu Material of. Harzer, déi aus verschiddene Monomeren, Prepolymeren, Photoinitiatoren a verschiddenen aneren Zousätz kombinéiert sinn, hunn ënnerschiddlech Eegeschaften an ënnerschiddlech Härtungszäiten.
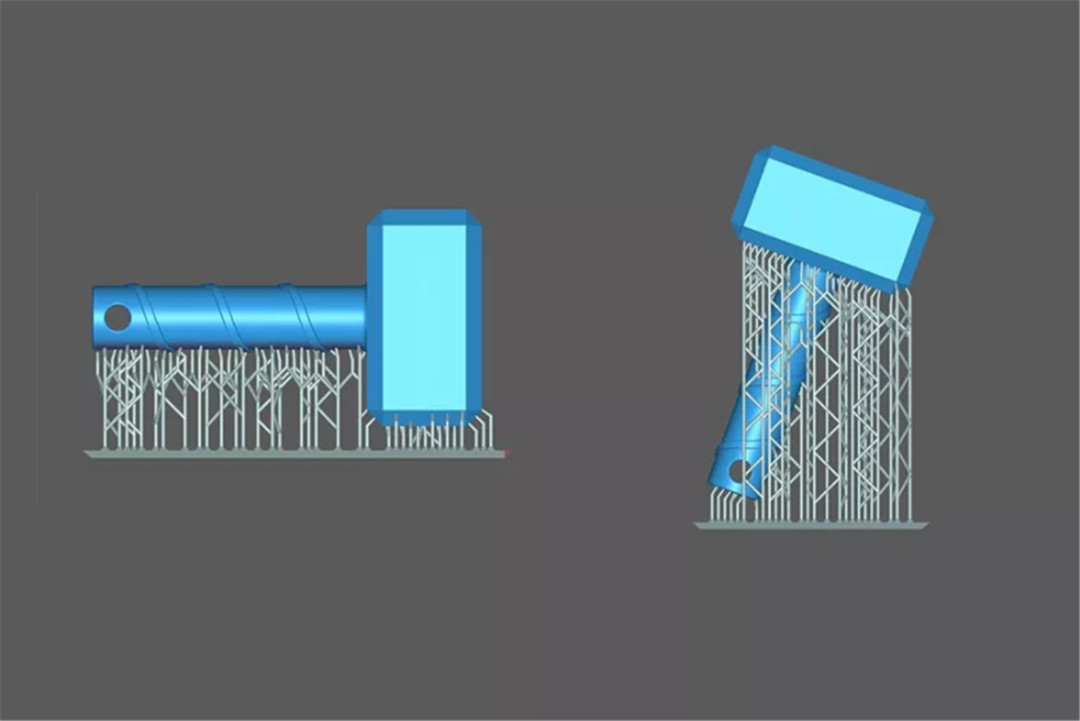
D'Struktur an d'Placement vum Modell
D'Struktur vum Modell beaflosst och d'Dréckgeschwindegkeet. Wann de Modell ausgehielt ass a keng komplizéiert Detailer huet, geet den Drock vill méi séier. Déi vernünfteg Plazéierung vum Modell beaflosst och d'Dréckgeschwindegkeet. Am Allgemengen ass et vill méi séier, de Modell horizontal wéi vertikal ze placéieren, wann een dréckt, awer d'Genauegkeet kann reduzéiert sinn.
Dëst sinn déi Haaptfaktoren, déi d'Dréckgeschwindegkeet beim 3D-Dréck beaflossen. Am Prozess vun der additiver Fabrikatioun kann déi tatsächlech Situatioun méi komplizéiert sinn. Dofir ass d'Dréckgeschwindegkeet en Ofwägungspunkt. Soubal d'Dréckgeschwindegkeet eropgeet, ass et wahrscheinlech, datt d'Dréckqualitéit erofgeet. Wéi d'Vir- an Nodeeler ofgewien solle ginn, muss och jee no der tatsächlecher Situatioun entscheet ginn.





