JSADD 3D-ს 3D ბეჭდვის სერვისებში მრავალწლიანი პრაქტიკული გამოცდილება აქვს. კვლევის შედეგად დადგინდა, რომ SLA/DLP/LCD 3D ბეჭდვის ჩამოსხმის სიჩქარეზე პირდაპირ გავლენას ახდენს მრავალი ფაქტორი. შესაფერისი ბეჭდვის სიჩქარის დაყენება სასარგებლოა წარმატებული ბეჭდვის ალბათობისა და წარმოების ეფექტურობის გასაზრდელად. თუმცა, ეს არც ისე ადვილია, განსაკუთრებით ახალი ხელოსნებისთვის. შესაფერისი ბეჭდვის სიჩქარის დაყენებამდე, უნდა იცოდეთ, რა ფაქტორები მოქმედებს SLA/DLP/LCD 3D პრინტერების ბეჭდვის სიჩქარეზე.
ბეჭდვის ტექნოლოგია
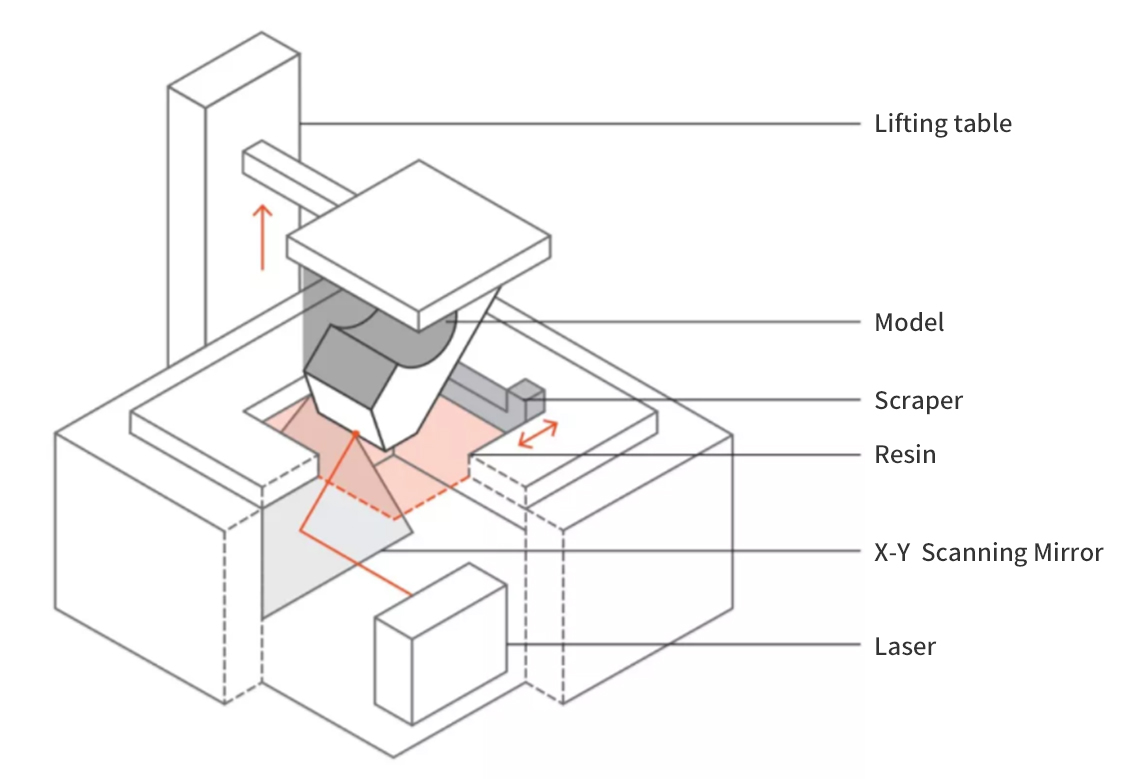
SLA-სთან შედარებით, DLP-სა და LCD-ს ერთი და იგივე უპირატესობა აქვთ და ეს ბეჭდვის სიჩქარეა. ეს ორი ბეჭდვის ტექნოლოგია აშკარად უფრო სწრაფია, რადგან DLP/LCD 3D პრინტერები ფორმირდება მთელ ზედაპირზე, რომელიც ფორმირდება სვინგის მეთოდით, SLA-სგან განსხვავებით, რომელიც ფორმირდება ლაზერული წერტილებით.
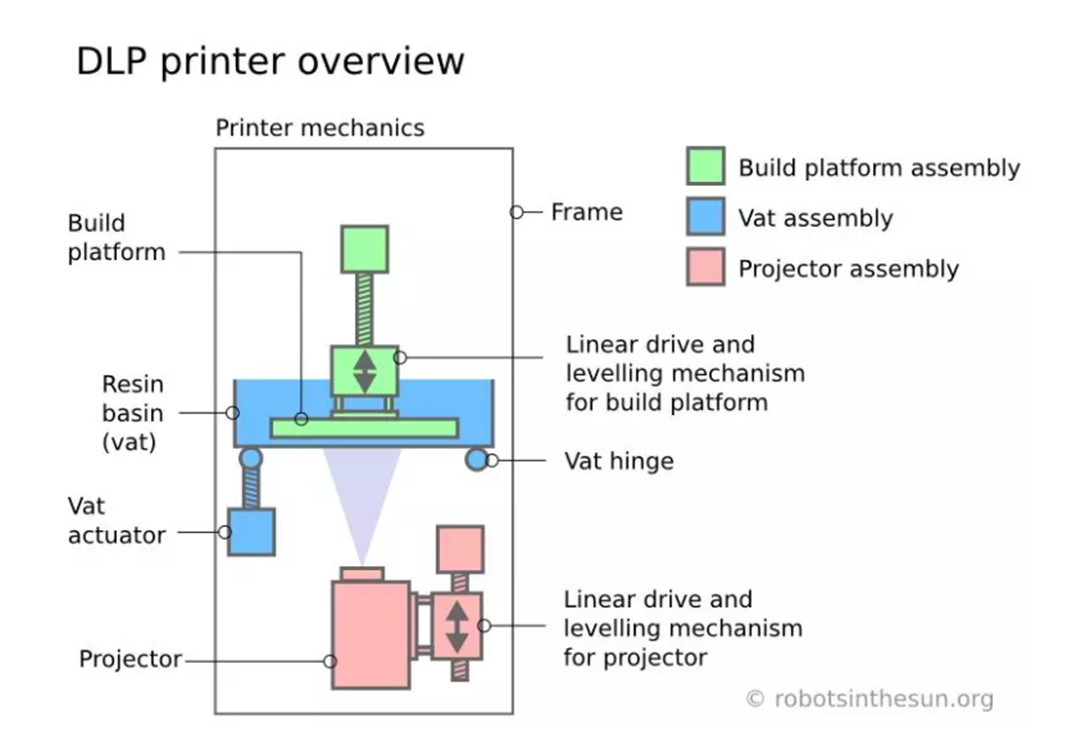
DLP პრინტერის სტრუქტურა სურათის წყარო: robotsinthesun.org
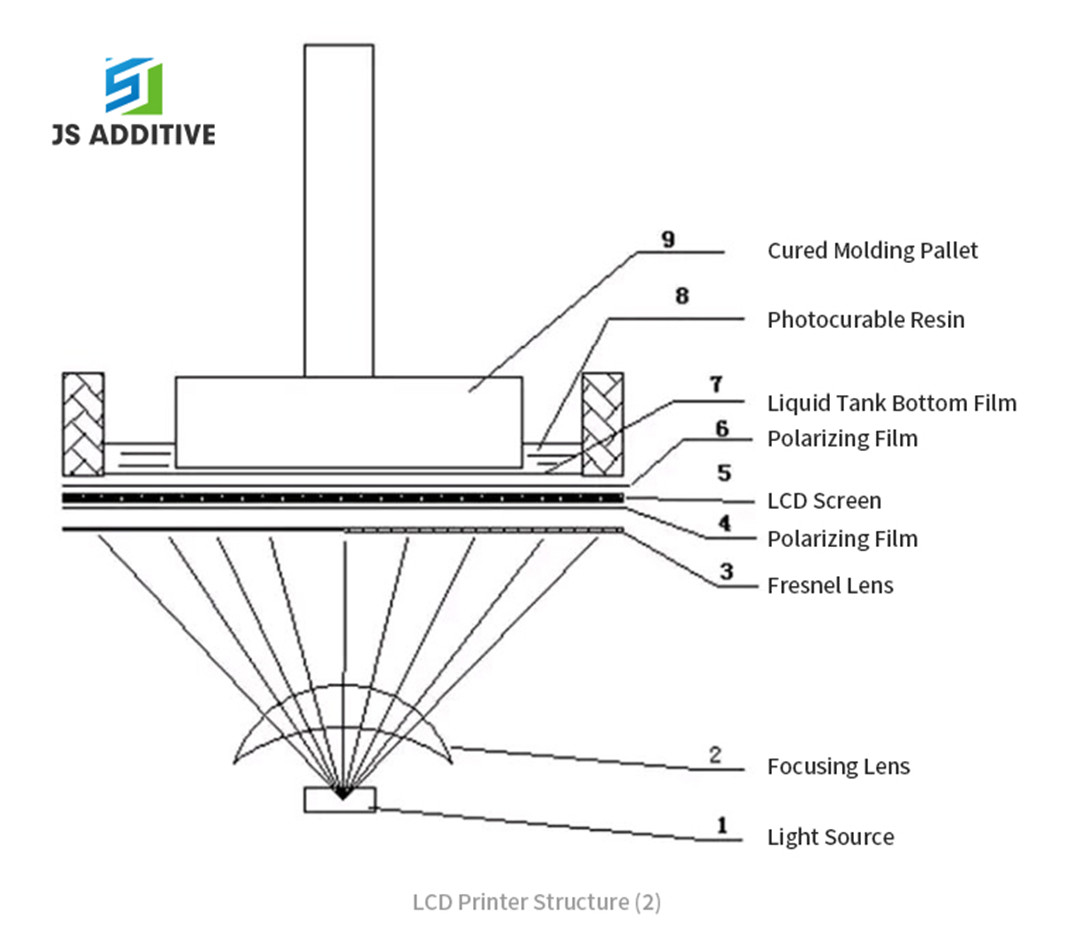
LCD პრინტერის სტრუქტურა: 1 სინათლის წყარო, 2 ფოკუსირების ობიექტივი, 3 ფრენელის ობიექტივი, 4 პოლარიზებული ფირი, 5 LCD ეკრანი, 6 პოლარიზებული ფირი, 7 სითხის ავზის ფსკერის ფირი, 8 ფოტოგამყარებადი ფისი, 9 გამაგრებული ჩამოსხმის პალეტა
პრინტერის პარამეტრები
თუ ბეჭდვის სიჩქარე წინასწარ არის დაყენებული, ის არასდროს გადააჭარბებს დადგენილ მნიშვნელობას.
ბეჭდვის სიჩქარესთან დაკავშირებული კიდევ ერთი ფაქტორია სისტემის მიერ ერთ ფენაზე ბეჭდვის სიჩქარე. ბეჭდვისას სინათლის წყარო გადის გამჭვირვალე ფისის ღარის ფსკერზე და ახლად გამაგრებულ ფისს ახალი ფენის გაშრობამდე დამღლელი მოცილების პროცესი სჭირდება. ზოგიერთი მწარმოებელი ბეჭდვის სიჩქარის გასაზრდელად სისტემას აცილების პროცესს სწრაფად ატარებენ. ამ უსიამოვნების თავიდან ასაცილებლად კიდევ ერთი გზაა ფისის დონის ზედა ნაწილში გაშრობა და არა ქვედა ნაწილში.
სინათლის წყაროს ინტენსივობა
ფისოვანი ბეჭდვა იყენებს სინათლის წყაროს ფოტომგრძნობიარე თხევადი ფისის გასაშრობად და საბოლოო 3D მოდელის შესაქმნელად.
სამ ტექნიკას შორის განსხვავება ფისის გასაშრობად გამოყენებული სინათლის წყაროა.
გამოყენებული სინათლის წყაროს ინტენსივობამ შეიძლება გავლენა მოახდინოს პრინტერის ბეჭდვის სიჩქარეზე. ჩვენ შეგვიძლია გავაუმჯობესოთ ის სინათლის ინტენსივობის გაზრდით, თუმცა ეს დამატებით ხარჯებთანაც არის დაკავშირებული.
ფენაTსიმკვრივე
ფენის სისქე გავლენას ახდენს როგორც ბეჭდვის სიჩქარეზე, ასევე მოდელის ხარისხზე. მოდელის დასაბეჭდად საჭირო ფენის სისქე განსაზღვრავს ბეჭდვის სიჩქარეს და მის დროს. რაც უფრო თხელია ფენის სისქე, მით უფრო მეტი დრო დასჭირდება იმავე სიმაღლის 3D მოდელის დასაბეჭდად. რადგან მთლიანი სიმაღლე იგივე რჩება, რაც უფრო თხელია ფენის სისქე, მით მეტი ფენის დასაბეჭდად დასჭირდება პრინტერს და მით უფრო მეტი დრო სჭირდება. თუმცა, შედარებით, რაც უფრო თხელია ფენის სისქე, მით უფრო მაღალია მზა პროდუქტის ხარისხი.
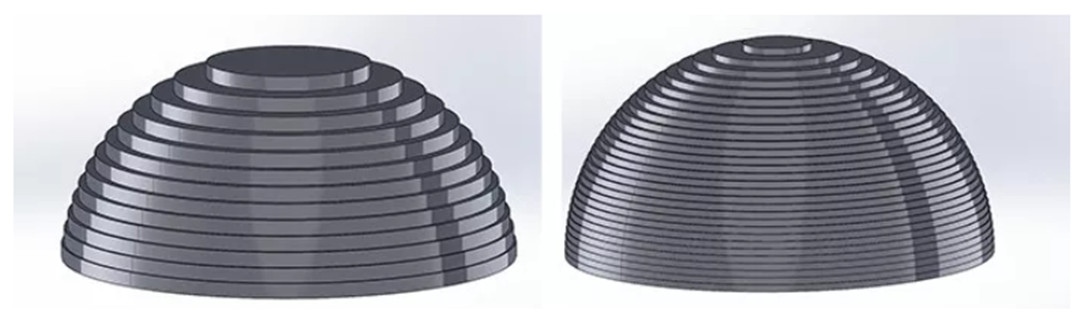
მარცხენა - 75µm პიქსელი
მარჯვენა - 37µm პიქსელი
მასალა
3D პრინტერის ბეჭდვის სიჩქარე ასევე დამოკიდებულია მასალების ტიპზე. სხვადასხვა მონომერების, პრეპოლიმერების, ფოტოინიციატორების და სხვადასხვა დანამატებისგან შექმნილ ფისებს განსხვავებული თვისებები და გაშრობის განსხვავებული დრო აქვთ.
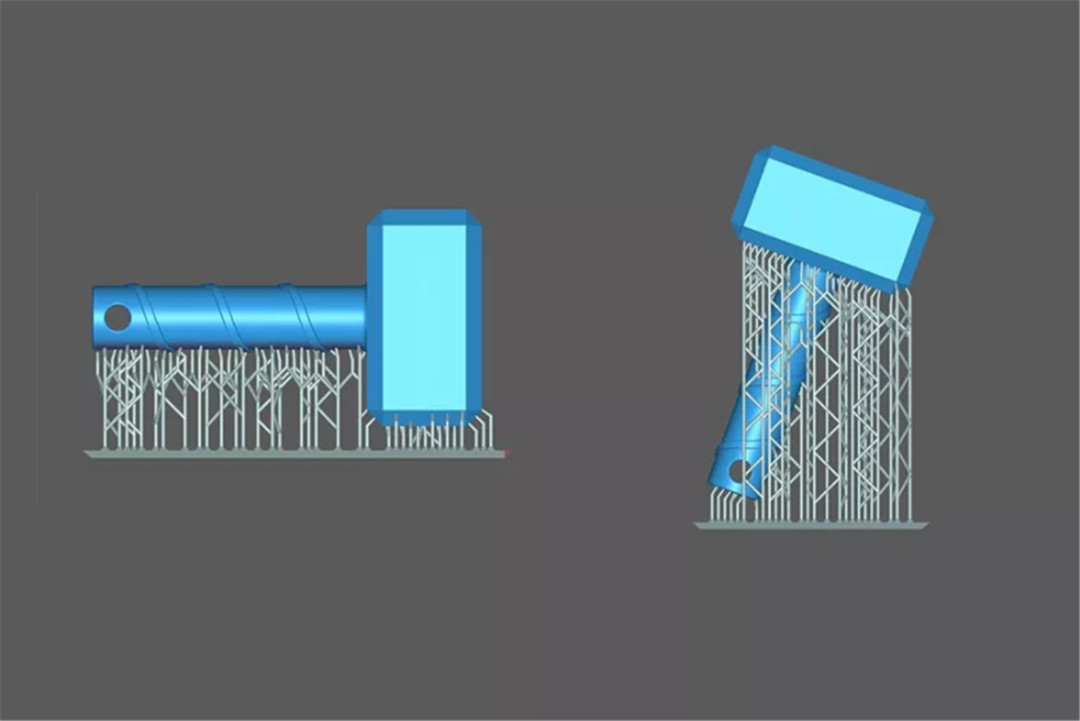
მოდელის სტრუქტურა და განლაგება
მოდელის სტრუქტურა ასევე მოქმედებს ბეჭდვის სიჩქარეზე. თუ მოდელი ჩაღრმავებულია და არ აქვს რთული დეტალები, ბეჭდვა გაცილებით სწრაფია. მოდელის გონივრული განლაგებაც გავლენას მოახდენს ბეჭდვის სიჩქარეზე. ზოგადად, ბეჭდვისას მოდელის ჰორიზონტალურად განთავსება გაცილებით სწრაფი იქნება, ვიდრე ვერტიკალურად, თუმცა სიზუსტე შეიძლება შემცირდეს.
ეს არის ძირითადი ფაქტორები, რომლებიც გავლენას ახდენს 3D ბეჭდვის ბეჭდვის სიჩქარეზე. დანამატური წარმოების პროცესში, ფაქტობრივი სიტუაცია შეიძლება უფრო რთული იყოს. ამიტომ, ბეჭდვის სიჩქარე კომპრომისია. ბეჭდვის სიჩქარის გაზრდის შემდეგ, სავარაუდოა, რომ ბეჭდვის ხარისხი შემცირდება. დადებითი და უარყოფითი მხარეების შეფასების წესი ასევე უნდა გადაწყდეს ფაქტობრივი სიტუაციის მიხედვით.





