プロフェッショナル3Dプリントサービス
板金の導入
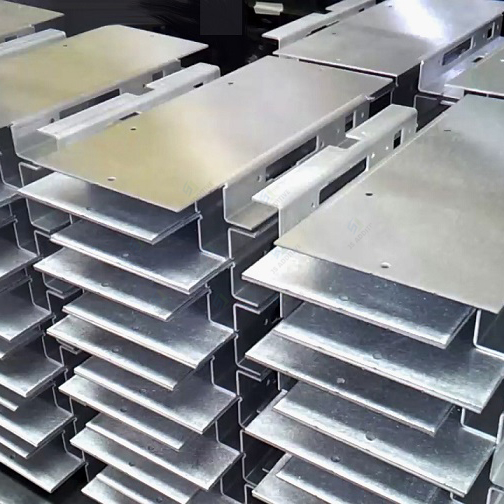
板金加工は、せん断、打ち抜き・切断・複合、折り曲げ、リベット打ち、接合、成形(車体など)などを含む板金の総合的な冷間加工プロセスです。同じ部品の厚さが同じであることが大きな特徴です。
板金は軽量、高強度、導電性(電磁波シールドにも使用可能)、低コスト、量産性に優れているなどの特徴があります。
仕組みは以下のとおりです。
レーザー(設定波長)を感光性樹脂の表面に照射することで、樹脂は点から線へ、線から面へと重合・固化します。最初の層が硬化した後、作業台を垂直に1層分の高さまで降ろし、スクレーパーで樹脂の最上層を削り取り、次の層をスキャンしながら硬化させ、しっかりと接着することで、最終的に目的の3Dモデルを形成します。
光造形法では、オーバーハング部用の支持構造が必要となり、これも同じ材料で造形されます。オーバーハング部とキャビティ部に必要な支持構造は自動的に生成され、その後、手作業で除去されます。
利点
- 他の切削加工と比較して、板金加工技術は、高速、高精度、高適応性、微細な切断シーム、小さな熱影響部(変形量が少ない)、良好な切断端面品質、そして溶接シームの集合化といった利点を有しています。最終製品の性能は素材に忠実であり、加工には簡単な治具のみが必要で金型は不要です。複雑な金型打ち抜き加工に代わる加工方法であり、生産サイクルを大幅に短縮し、生産コストを削減できます。
デメリット
- 切断機は主に直線切断用であり、直線切断板の加工にのみ使用できます。
- パンチングマシンでは、厚さが 1.5 mm を超える鋼板の切断に制限があり、表面品質が良くなく、コストが高く、騒音が大きく、環境保護にも役立ちません。



板金産業
● ステンレス鋼 ● 冷間圧延鋼 ● アルミニウム ● SPGC ● 熱間圧延鋼 ● 銅


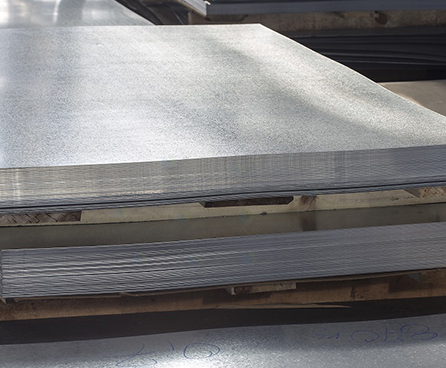
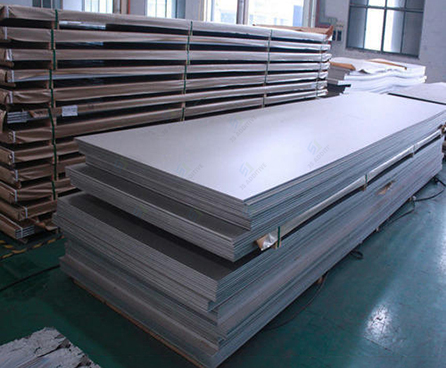






板金材料
黒PA12のみ
JSADD 3Dは、さまざまな材料に対して最高のプラスチックと金属の削減サービスを提供しています。
更新中
-

ワッツアップ
-

電話
-

Eメール
-

微信
微信

-

トップ