JSADD 3D-ն ունի տարիների գործնական փորձ 3D տպագրության ծառայությունների ոլորտում: Հետազոտությունների միջոցով պարզվել է, որ կան բազմաթիվ գործոններ, որոնք անմիջականորեն ազդում են SLA/DLP/LCD 3D տպագրության ձուլման արագության վրա: Հարմար տպագրության արագություն սահմանելը օգտակար է հաջող տպագրության և արտադրության արդյունավետության հավանականությունը բարձրացնելու համար: Սակայն դա այդքան էլ հեշտ չէ, հատկապես նորեկների համար: Հարմար տպագրության արագություն սահմանելուց առաջ անհրաժեշտ է իմանալ, թե որ գործոններն են ազդում SLA/DLP/LCD 3D տպիչների տպագրության արագության վրա:
Տպագրական տեխնոլոգիա
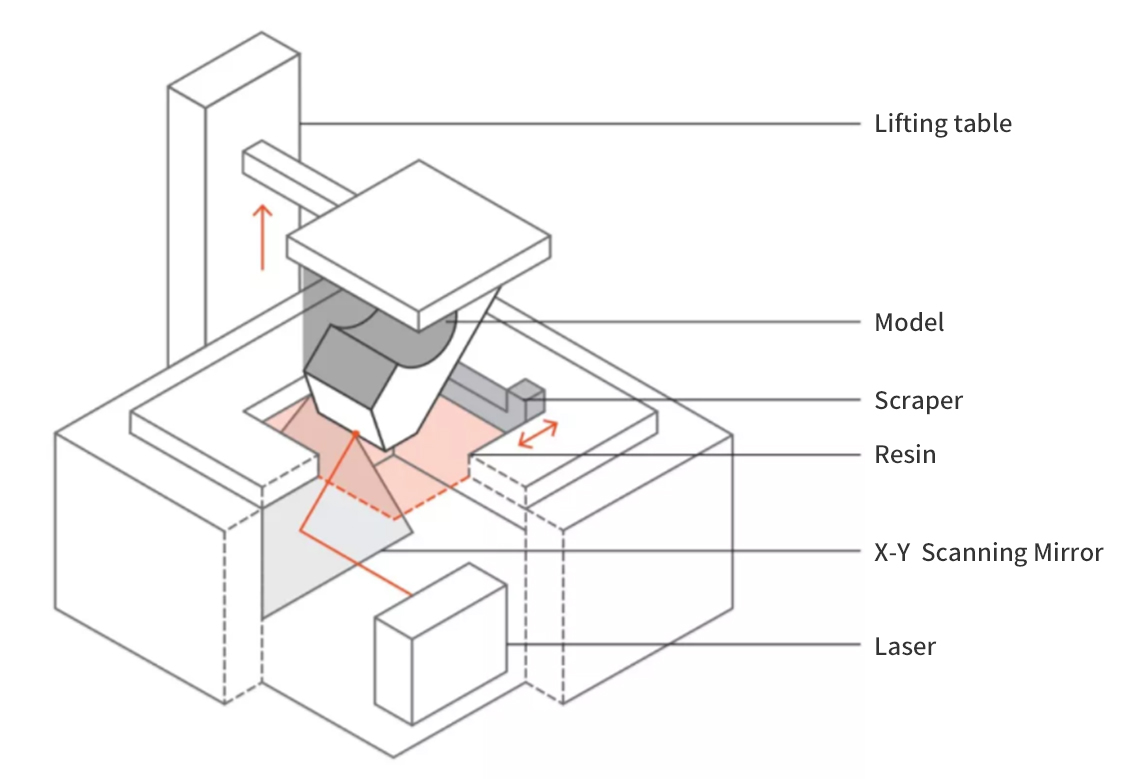
SLA-ի համեմատ, DLP-ն և LCD-ն ունեն նույն առավելությունը, և դա տպագրության արագությունն է։ Այս երկու տպագրական տեխնոլոգիաները ակնհայտորեն ավելի արագ են, քանի որ DLP/LCD 3D տպիչները ձևավորվում են ամբողջ մակերեսի վրա, որը ձևավորվում է սահքի միջոցով, ի տարբերություն SLA-ի, որը ձևավորվում է լազերային կետերով։
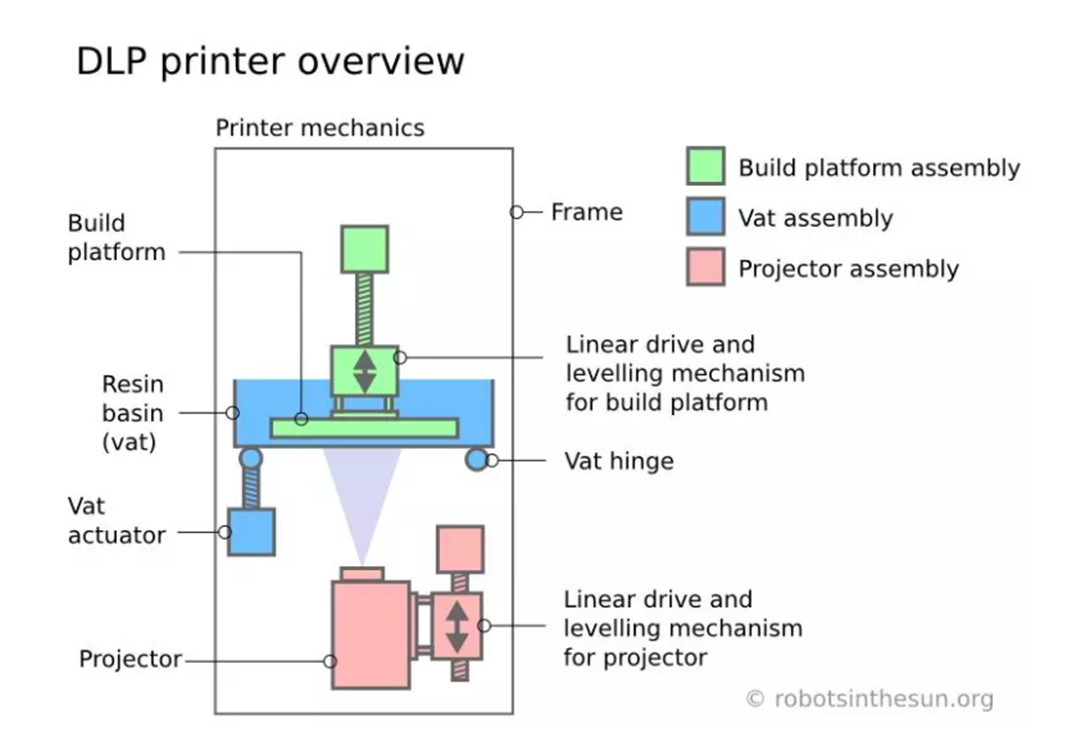
DLP տպիչի կառուցվածքը Պատկերի աղբյուր՝ robotsinthesun.org
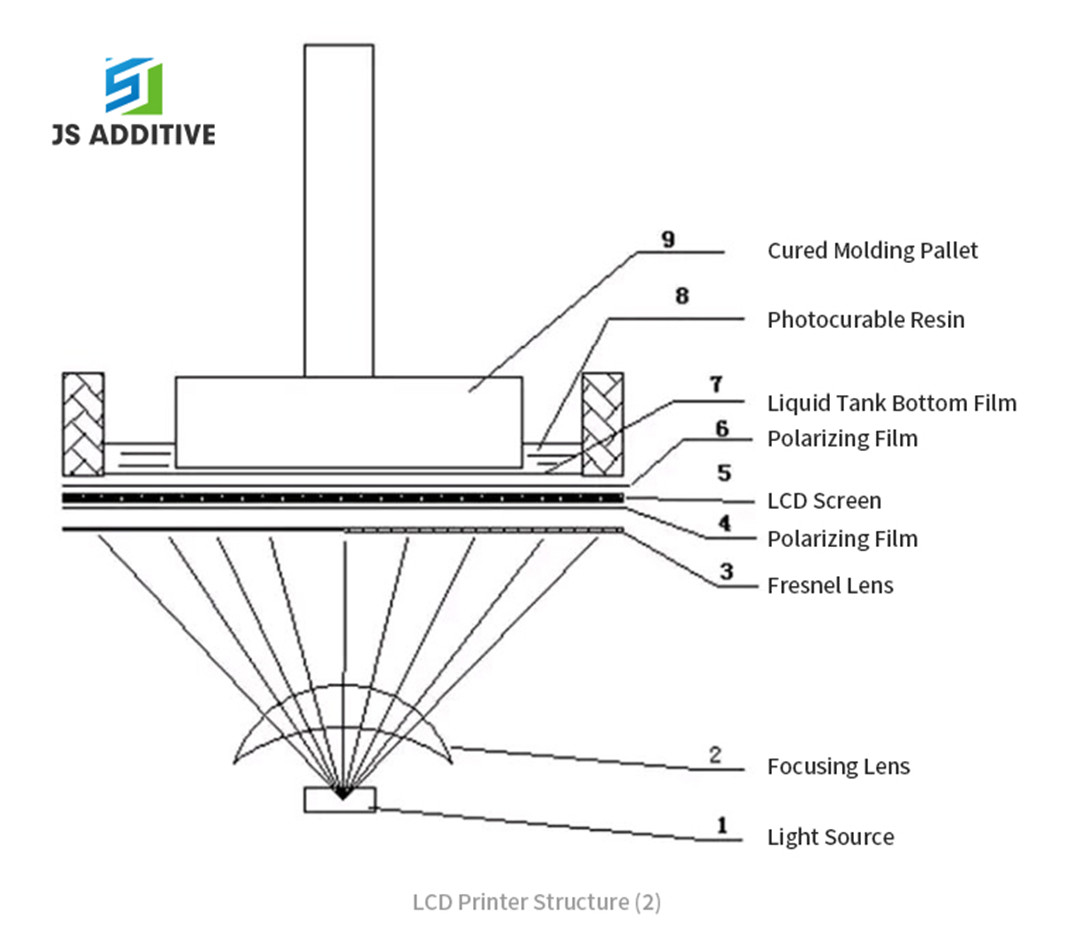
LCD տպիչի կառուցվածք՝ 1 լույսի աղբյուր, 2 ֆոկուսային օբյեկտիվ, 3 Ֆրենելի օբյեկտիվ, 4 բևեռացնող թաղանթ, 5 LCD էկրան, 6 բևեռացնող թաղանթ, 7 հեղուկի բաքի հատակի թաղանթ, 8 լուսակարծրացվող խեժ, 9 կարծրացված ձուլման պալետ
Տպիչի կարգավորումներ
Եթե տպագրության արագությունը նախապես սահմանված է, այն երբեք չի գերազանցի սահմանված արժեքը։
Տպագրության արագության հետ կապված մեկ այլ գործոն է այն արագությունը, որով համակարգը տպում է մեկ շերտ: Տպագրության ժամանակ լույսի աղբյուրը անցնում է թափանցիկ խեժի հատակով, և նոր կարծրացված խեժը պահանջում է ձանձրալի պոկման գործընթաց, նախքան նոր շերտը կարծրացնելը շարունակելը: Որոշ արտադրողներ համակարգը արագացնում են պոկման գործընթացը՝ տպագրության արագությունը մեծացնելու համար: Այս դժվարությունը վերացնելու մեկ այլ միջոց է կարծրացնել խեժի մակարդակի վերևում, այլ ոչ թե ներքևում:
Լույսի աղբյուրի ինտենսիվությունը
Խեժային տպագրությունն օգտագործում է լույսի աղբյուր՝ լուսազգայուն հեղուկ խեժը կարծրացնելու համար՝ վերջնական եռաչափ մոդելը ստեղծելու համար:
Երեք տեխնիկաների միջև տարբերությունը խեժը չորացնելու համար օգտագործվող լույսի աղբյուրն է։
Օգտագործվող լույսի աղբյուրի ինտենսիվությունը կարող է ազդել տպիչի տպագրության արագության վրա: Մենք կարող ենք բարելավել այն՝ ավելացնելով լույսի ինտենսիվությունը, բայց դա նաև նշանակում է լրացուցիչ ծախսեր:
ՇերտTխիտություն
Շերտի հաստությունը ազդում է ինչպես տպագրության արագության, այնպես էլ մոդելի որակի վրա: Մոդելը տպելու համար անհրաժեշտ շերտի հաստությունը որոշում է տպագրության արագությունը և դրա տևողությունը: Որքան բարակ է շերտի հաստությունը, այնքան ավելի շատ ժամանակ կպահանջվի նույն բարձրության եռաչափ մոդելը տպելու համար: Քանի որ ընդհանուր բարձրությունը մնում է նույնը, որքան բարակ է շերտի հաստությունը, այնքան շատ շերտեր պետք է տպիչը տպի, և այնքան ավելի շատ ժամանակ կպահանջվի: Սակայն համեմատաբար, որքան բարակ է շերտի հաստությունը, այնքան բարձր է պատրաստի արտադրանքի որակը:
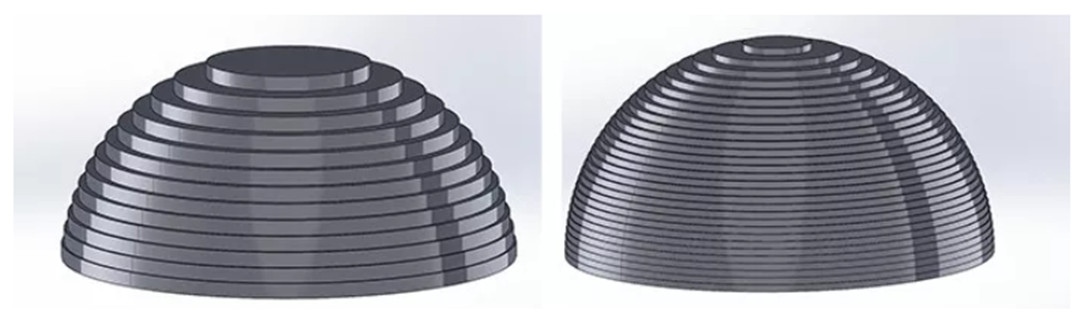
Ձախ կողմում՝ 75µm պիքսել
Աջ - 37µm պիքսել
Նյութ
3D տպիչի տպագրության արագությունը կախված է նաև նյութերի տեսակից: Տարբեր մոնոմերներից, նախապոլիմերներից, ֆոտոնախաձեռնիչներից և տարբեր այլ հավելանյութերից պատրաստված խեժերն ունեն տարբեր հատկություններ և տարբեր կարծրացման ժամանակներ:
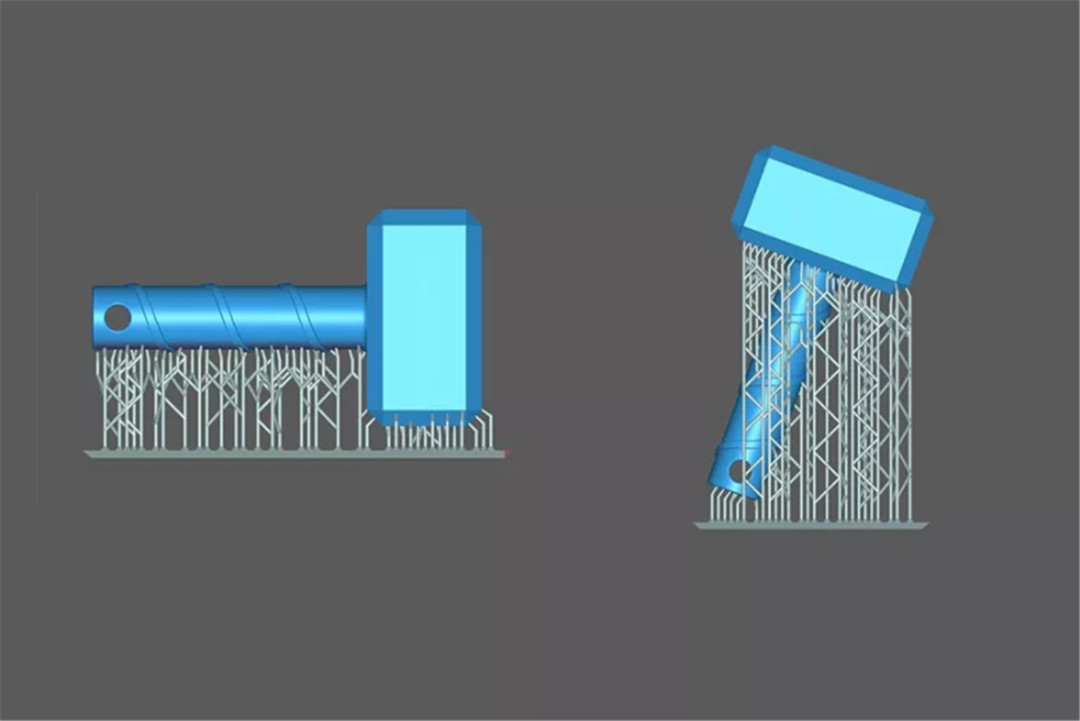
Մոդելի կառուցվածքը և տեղադրումը
Մոդելի կառուցվածքը նույնպես ազդում է տպագրության արագության վրա: Եթե մոդելը խոռոչավոր է և չունի բարդ մանրամասներ, տպագրությունը շատ ավելի արագ է: Մոդելի ողջամիտ տեղադրումը նույնպես կազդի տպագրության արագության վրա: Ընդհանուր առմամբ, տպագրության ժամանակ մոդելը հորիզոնական տեղադրելը շատ ավելի արագ կլինի, քան ուղղահայաց, բայց ճշգրտությունը կարող է նվազել:
Սրանք 3D տպագրության տպագրության արագության վրա ազդող հիմնական գործոններն են։ Ադիտիվ արտադրության գործընթացում իրական իրավիճակը կարող է ավելի բարդ լինել։ Հետևաբար, տպագրության արագությունը փոխզիջում է։ Երբ տպագրության արագությունը մեծանում է, հավանական է, որ տպագրության որակը կնվազի։ Դրական և բացասական կողմերի կշռադատումը նույնպես պետք է որոշվի իրական իրավիճակին համապատասխան։





