A JSADD 3D több éves gyakorlati tapasztalattal rendelkezik a 3D nyomtatási szolgáltatások terén. Kutatások során kiderült, hogy számos tényező befolyásolja közvetlenül az SLA/DLP/LCD 3D nyomtatás fröccsöntési sebességét. A megfelelő nyomtatási sebesség beállítása segíthet a sikeres nyomtatás valószínűségének és a gyártási hatékonyságnak a javításában. De ez nem ilyen egyszerű, különösen a kezdők számára. A megfelelő nyomtatási sebesség beállítása előtt ismernie kell, hogy mely tényezők befolyásolják az SLA/DLP/LCD 3D nyomtatók nyomtatási sebességét.
Nyomtatási technológia
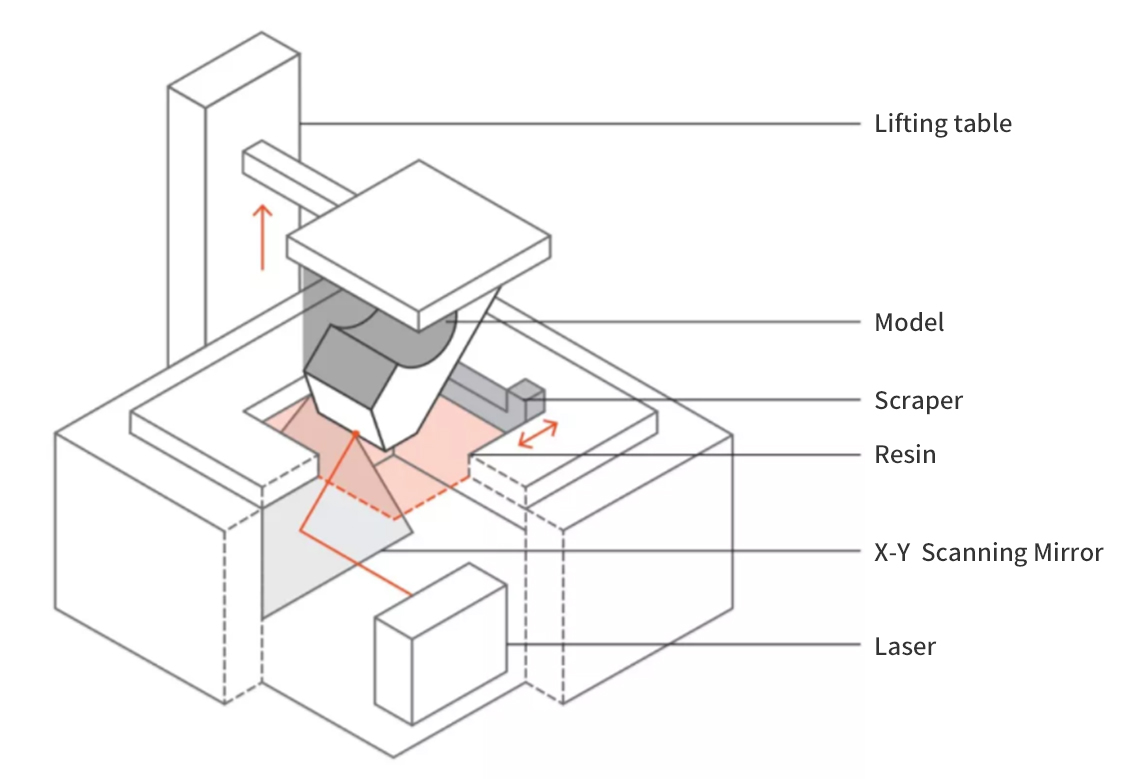
Az SLA-val összehasonlítva a DLP és az LCD ugyanazzal az előnnyel rendelkezik, mégpedig a nyomtatási sebességgel. Ez a két nyomtatási technológia nyilvánvalóan gyorsabb. Mivel a DLP/LCD 3D nyomtatók a teljes felületen képződnek, amelyet söprés útján alakítanak ki, ellentétben az SLA-val, amelyet lézerpontok képeznek.
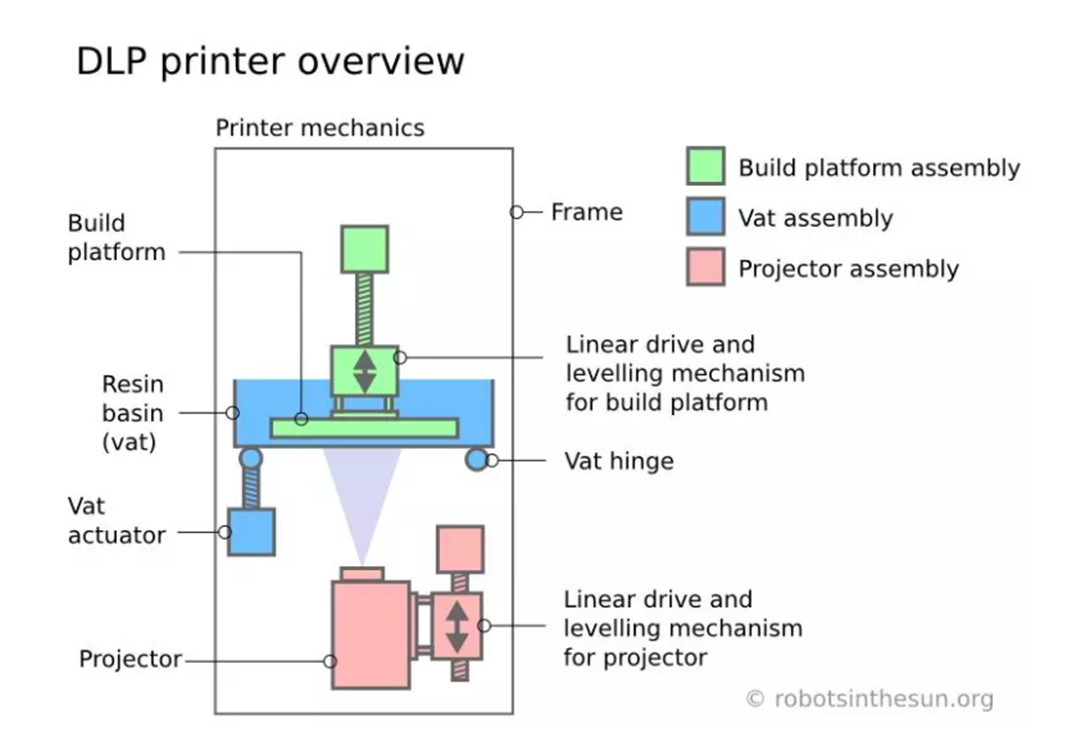
DLP nyomtató felépítése Kép forrása: robotsinthesun.org
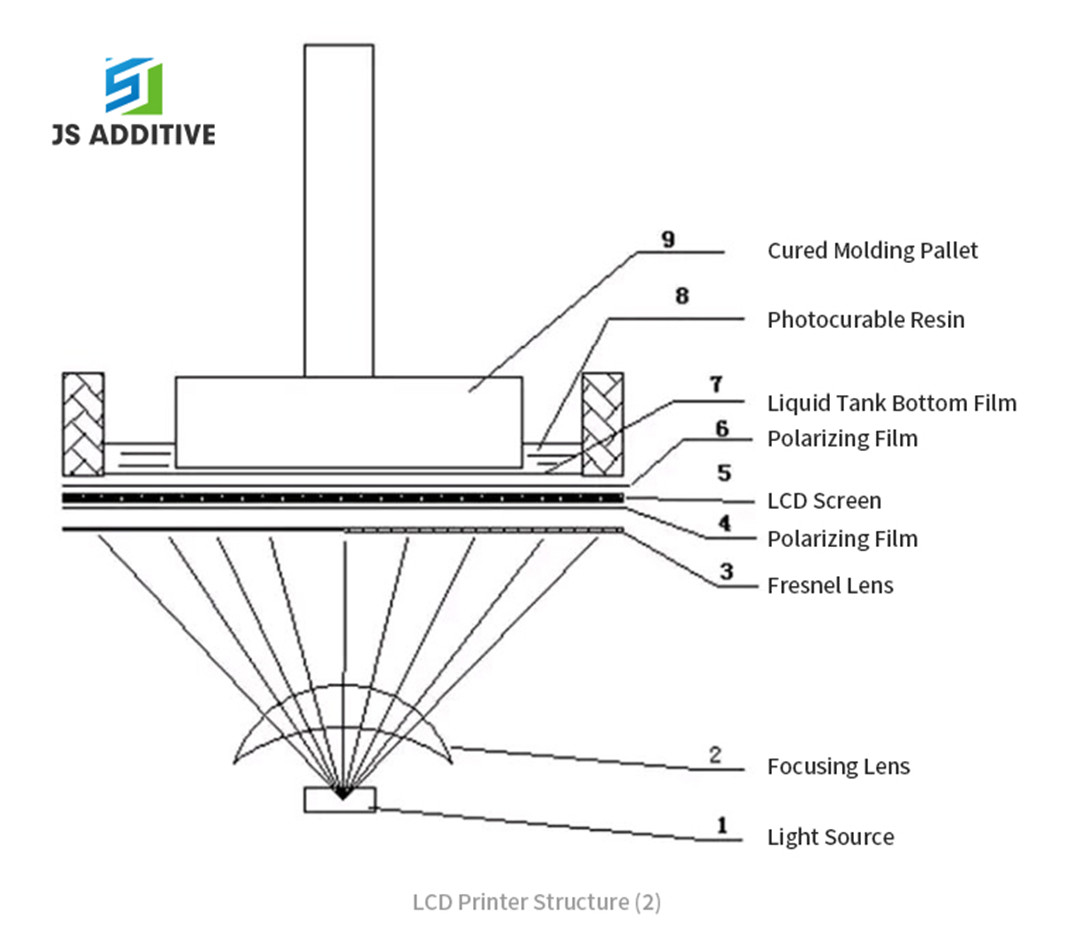
LCD nyomtató szerkezete 1 fényforrás 2 fókuszáló lencse 3 Fresnel-lencse 4 polarizáló fólia 5 LCD képernyő 6 polarizáló fólia 7 folyadéktartály alján lévő fólia 8 fényre keményedő gyanta 9 kikeményedett formázó paletta
Nyomtatóbeállítások
Ha a nyomtatási sebesség előre be van állítva, az soha nem fogja túllépni a beállított értéket.
A nyomtatási sebességgel kapcsolatos másik tényező az a sebesség, amellyel a rendszer egyetlen réteget nyomtat. Nyomtatáskor a fényforrás áthalad az átlátszó gyantavályú alján, és a frissen kikeményedett gyanta egy fáradságos leválasztási folyamatot igényel, mielőtt egy új réteg kikeményedne. Egyes gyártók a nyomtatási sebesség növelése érdekében gyorsan végrehajtják a leválasztási folyamatot. Ennek a kellemetlenségnek a kiküszöbölésére egy másik módszer az, hogy a gyanta szintjének tetején, és nem alján kötnek ki.
A fényforrás intenzitása
A gyantanyomtatás fényforrást használ a fényérzékeny folyékony gyanta kikeményítésére, így létrehozva a végső 3D modellt.
A három technika közötti különbség a gyanta kikeményítéséhez használt fényforrás.
A használt fényforrás intenzitása befolyásolhatja a nyomtató nyomtatási sebességét. A fényintenzitás növelésével javíthatjuk, de ez plusz költségeket is jelent.
RétegTvastagság
A rétegvastagság befolyásolja mind a nyomtatási sebességet, mind a modell minőségét. A modell nyomtatásához szükséges rétegvastagság határozza meg a nyomtatási sebességet és a nyomtatáshoz szükséges időt. Minél vékonyabb a rétegvastagság, annál több időbe telik azonos magasságú 3D modell nyomtatása. Mivel a teljes magasság ugyanaz marad, minél vékonyabb a rétegvastagság, annál több réteget kell a nyomtatónak kinyomtatnia, és annál több időt vesz igénybe. De relatíve minél vékonyabb a rétegvastagság, annál jobb a késztermék minősége.
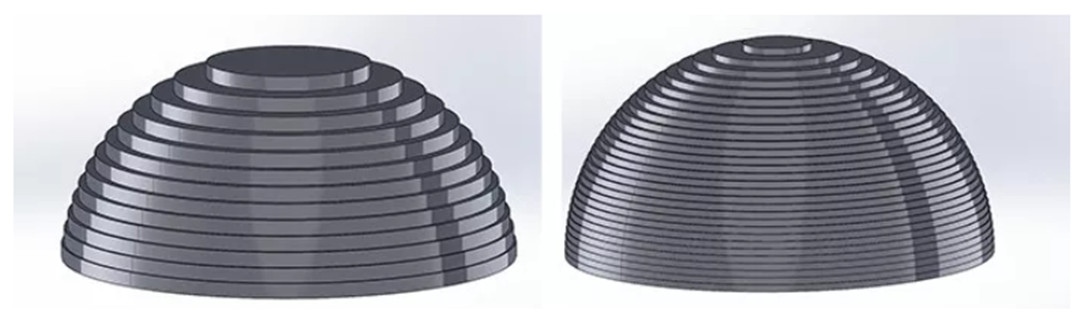
Bal oldali 75 µm-es pixel
Jobbra - 37 µm pixel
Anyag
A 3D nyomtató nyomtatási sebessége az anyagok típusától is függ. A különböző monomerekből, prepolimerekből, fotoiniciátorokból és különféle egyéb adalékanyagokból álló gyanták eltérő tulajdonságokkal és eltérő kötési időkkel rendelkeznek.
A modell felépítése és elhelyezése
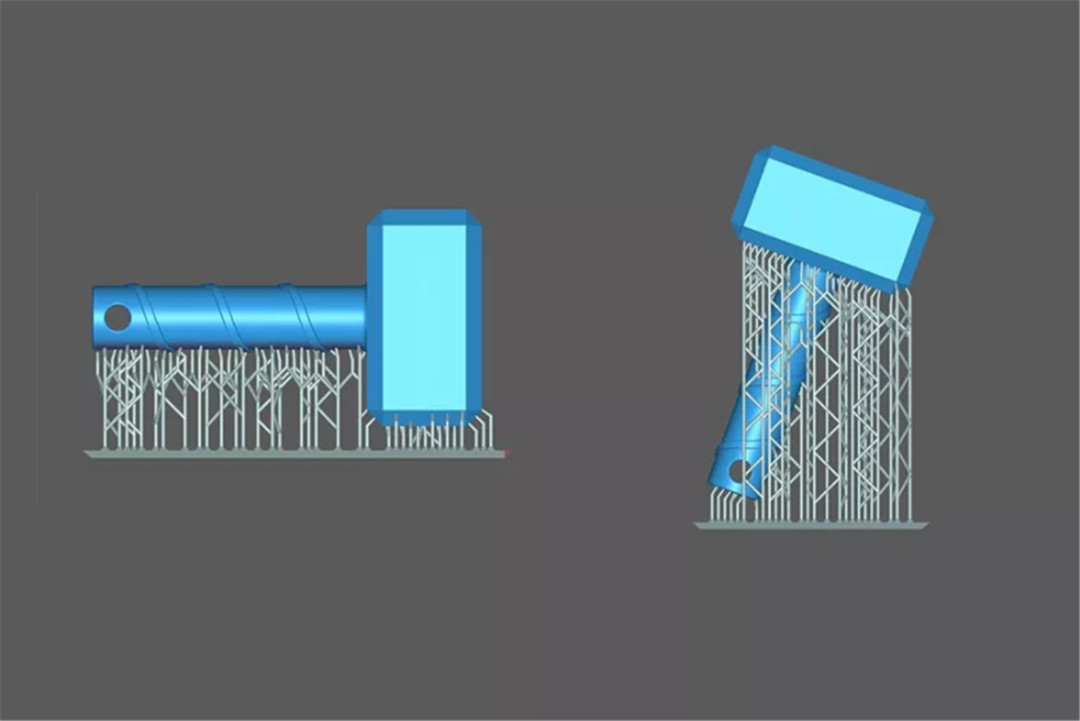
A modell szerkezete is befolyásolja a nyomtatási sebességet. Ha a modell üreges és nincsenek benne bonyolult részletek, a nyomtatás sokkal gyorsabb. A modell ésszerű elhelyezése is befolyásolja a nyomtatási sebességet. Általánosságban elmondható, hogy a modell vízszintes elhelyezése sokkal gyorsabb lesz nyomtatáskor, mint függőleges, de a pontosság csökkenhet.
Ezek a fő tényezők, amelyek befolyásolják a nyomtatási sebességet a 3D nyomtatás során. Az additív gyártás folyamatában a tényleges helyzet ennél bonyolultabb lehet. Ezért a nyomtatási sebesség kompromisszum. Amint a nyomtatási sebesség növekszik, valószínű, hogy a nyomtatási minőség romlik. Az előnyök és hátrányok mérlegelését is a tényleges helyzet alapján kell eldönteni.





