JSADD 3D hat jierrenlange praktyske ûnderfining yn 3D-printtsjinsten. Troch ûndersyk is fûn dat d'r in protte faktoaren binne dy't direkt ynfloed hawwe op 'e foarmsnelheid fan SLA/DLP/LCD 3D-printsjen. It ynstellen fan in gaadlike printsnelheid is nuttich om de kâns op suksesfol printsjen en produksje-effisjinsje te ferbetterjen. Mar it is net sa maklik, foaral net foar begjinners. Foardat jo in gaadlike printsnelheid ynstelle, moatte jo witte hokker faktoaren de printsnelheid fan SLA/DLP/LCD 3D-printers beynfloedzje.
Printtechnology
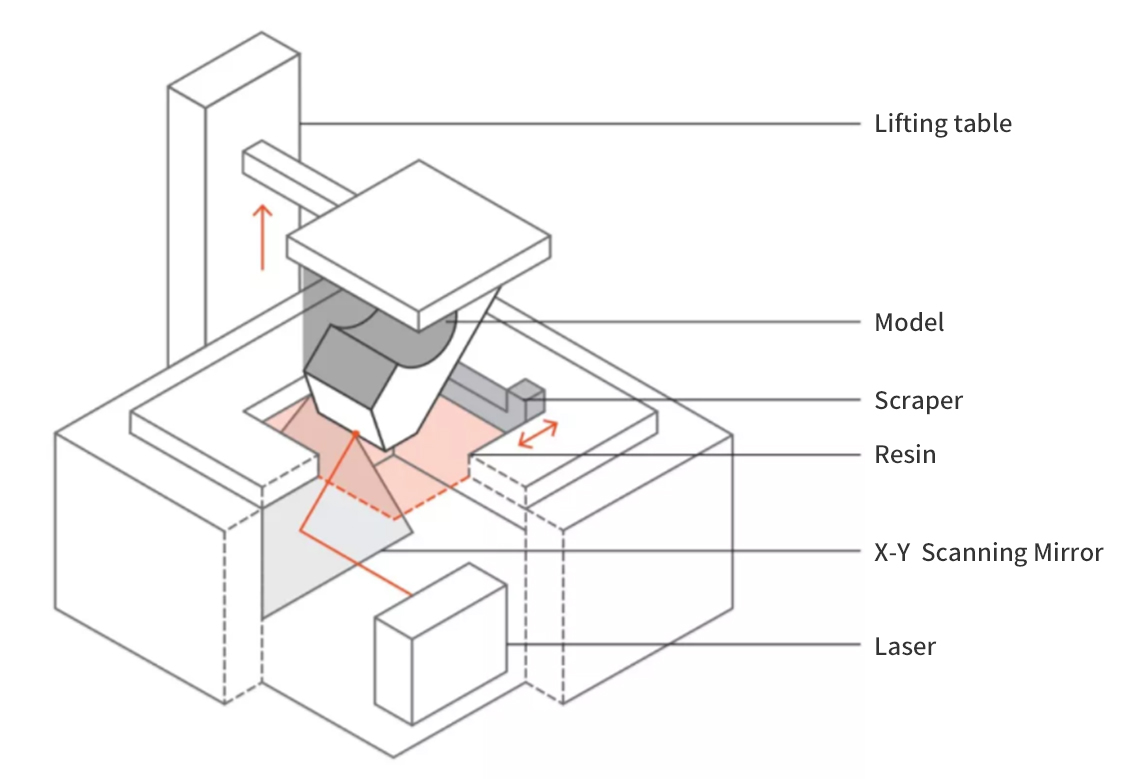
Yn ferliking mei SLA hawwe DLP en LCD itselde foardiel, en dat is printsnelheid. Dizze twa printtechnologyen binne fansels rapper. Omdat DLP/LCD 3D-printers op it hiele oerflak foarme wurde, dat foarme wurdt troch sweeping, yn tsjinstelling ta SLA, dat foarme wurdt troch laserpunten.
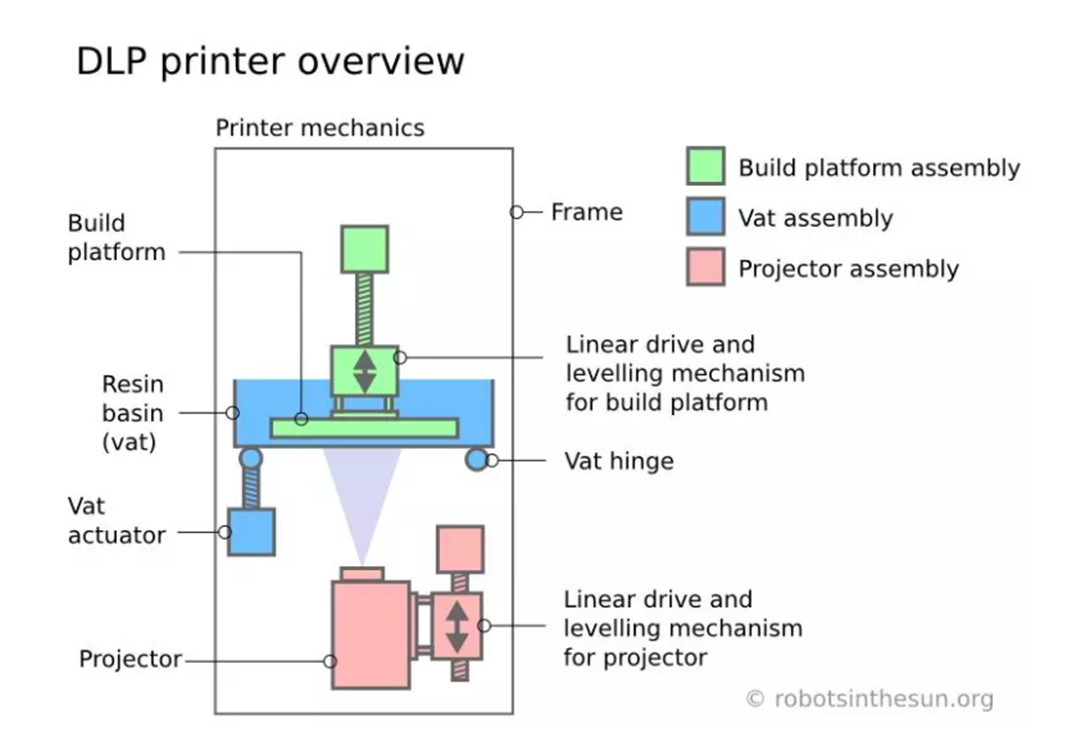
DLP-printerstruktuer Ofbyldingsboarne: robotsinthesun.org
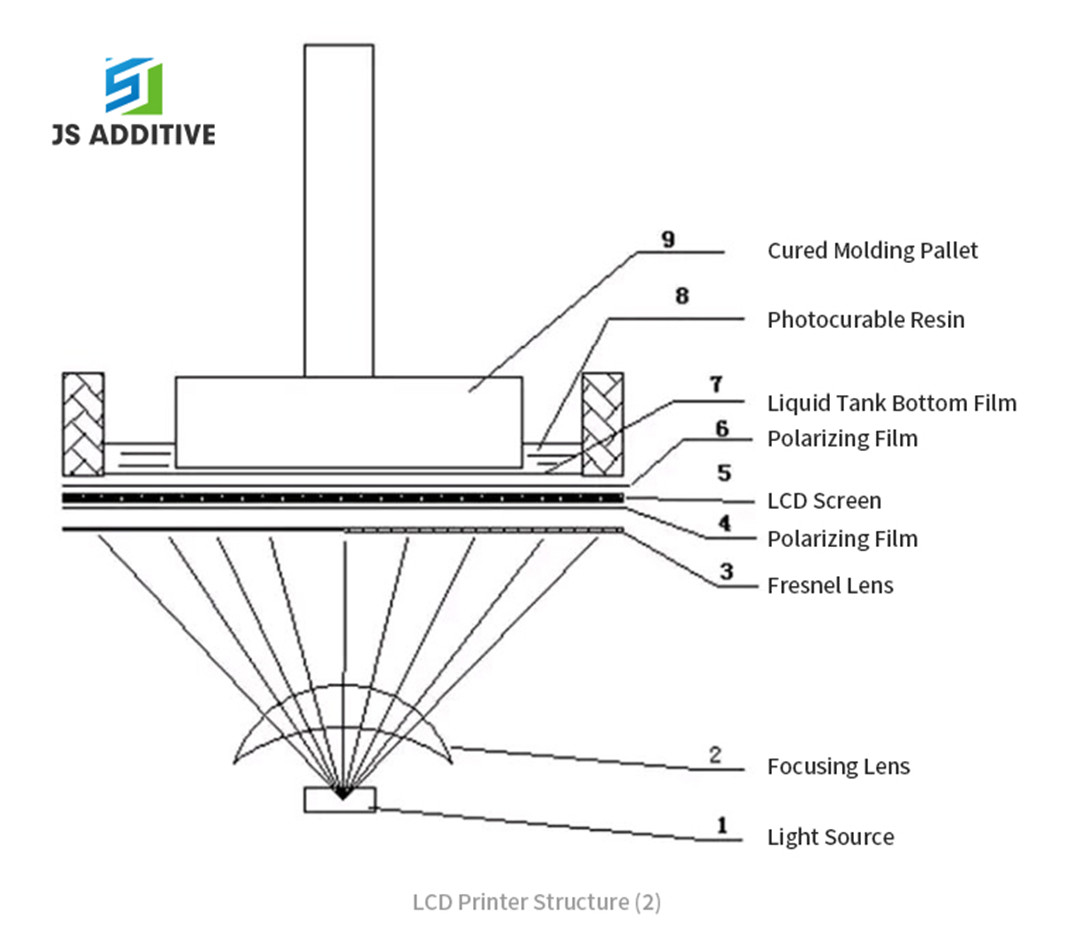
LCD-printerstruktuer 1 ljochtboarne 2 fokuslens 3 Fresnel-lens 4 polarisaasjefilm 5 LCD-skerm 6 polarisaasjefilm 7 ûnderfilm fan floeibere tank 8 fotocurable hars 9 cured molding pallet
Printerynstellingen
As de printsnelheid fan tefoaren ynsteld is, sil it de ynstelde wearde nea oerskriuwe.
In oare faktor dy't relatearre is oan printsnelheid is de snelheid wêrmei't it systeem ien laach print. By it printsjen giet de ljochtboarne troch de boaiem fan 'e transparante harsbak, en de nij útharde hars fereasket in langdradig ôfpellingsproses foardat der fierder giet mei it útharden fan in nije laach. Guon fabrikanten litte it systeem it ôfpellingsproses fluch trochgean om de printsnelheid te ferheegjen. In oare manier om dit gedoe te eliminearjen is om oan 'e boppekant fan it harsnivo te útharden, net oan 'e ûnderkant.
De yntensiteit fan ljochtboarne
Harsprintsjen brûkt in ljochtboarne om in ljochtgefoelige floeibere hars te útharden om it definitive 3D-model te meitsjen.
It ferskil tusken de trije techniken is de ljochtboarne dy't brûkt wurdt om de hars te genêzen.
De yntensiteit fan 'e brûkte ljochtboarne kin ynfloed hawwe op 'e printsnelheid fan 'e printer. Wy kinne it ferbetterje troch de ljochtintensiteit te ferheegjen, mar dat betsjut ek ekstra kosten.
LaachThikke
Laachdikte beynfloedet sawol de printsnelheid as de modelkwaliteit. De laachdikte dy't nedich is om it model te printsjen bepaalt de printsnelheid en de tiid dy't it duorret. Hoe tinner de laachdikte, hoe mear tiid it duorret om in 3D-model fan deselde hichte te printsjen. Omdat de totale hichte itselde bliuwt, hoe tinner de laachdikte, hoe mear lagen de printer nedich hat om te printsjen, en hoe mear tiid it duorret. Mar relatyf, hoe tinner de laachdikte, hoe heger de kwaliteit fan it ôfmakke produkt.
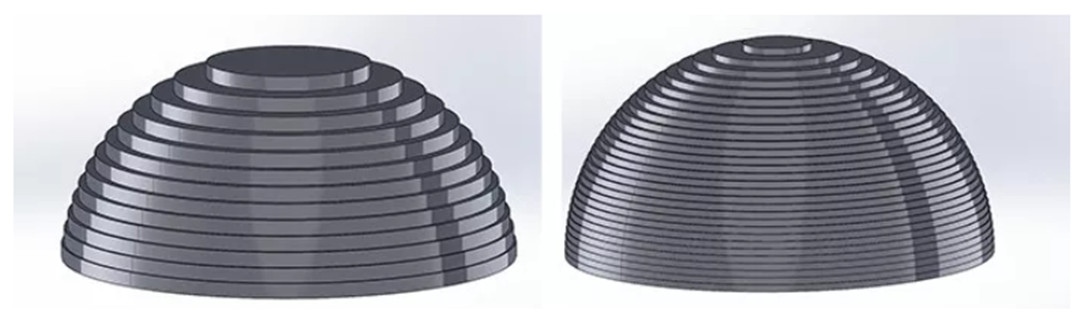
Links-75µm piksel
Rjochts-37µm piksel
Materiaal
De printsnelheid fan 'e 3D-printer hinget ek ôf fan it type materiaal. Harsen kombinearre fan ferskate monomeren, prepolymeren, fotoinitiators en ferskate oare tafoegings hawwe ferskillende eigenskippen en ferskillende úthardingstiden.
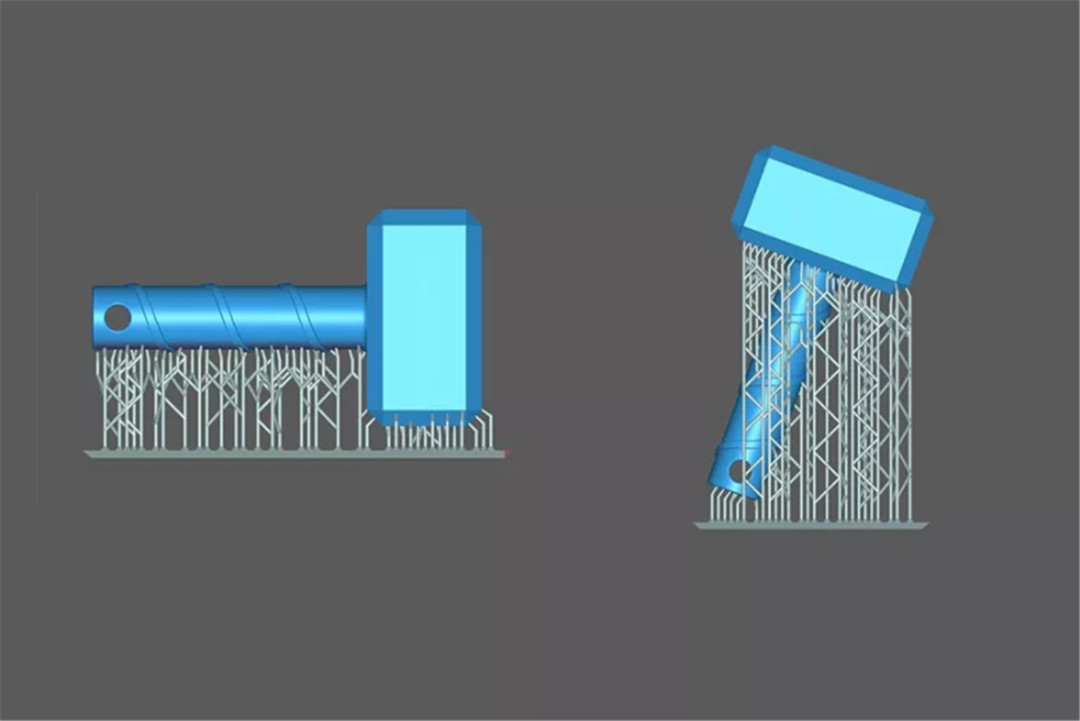
De struktuer en pleatsing fan it model
De struktuer fan it model beynfloedet ek de printsnelheid. As it model úthol is en gjin yngewikkelde details hat, giet it printsjen folle rapper. De ridlike pleatsing fan it model sil ek ynfloed hawwe op de printsnelheid. Yn 't algemien sil it folle rapper wêze om it model horizontaal te pleatsen as fertikaal by it printsjen, mar de krektens kin fermindere wurde.
Dit binne de wichtichste faktoaren dy't ynfloed hawwe op de printsnelheid by 3D-printsjen. Yn it proses fan additive manufacturing kin de werklike situaasje yngewikkelder wêze as dat. Dêrom is printsnelheid in ôfwaging. As de printsnelheid tanimt, is it wierskynlik dat de printkwaliteit ôfnimt. Hoe't de foar- en neidielen ôfweage wurde moatte, moat ek bepaald wurde neffens de werklike situaasje.





