JSADD 3D:llä on vuosien käytännön kokemus 3D-tulostuspalveluista. Tutkimuksen perusteella on havaittu, että SLA/DLP/LCD 3D-tulostuksen muovausnopeuteen vaikuttaa suoraan useita tekijöitä. Sopivan tulostusnopeuden asettaminen on hyödyllistä tulostuksen onnistumisen todennäköisyyden ja valmistustehokkuuden parantamiseksi. Mutta se ei ole niin helppoa, varsinkin aloittelijoille. Ennen sopivan tulostusnopeuden asettamista sinun on tiedettävä, mitkä tekijät vaikuttavat SLA/DLP/LCD 3D-tulostimien tulostusnopeuteen.
Painotekniikka
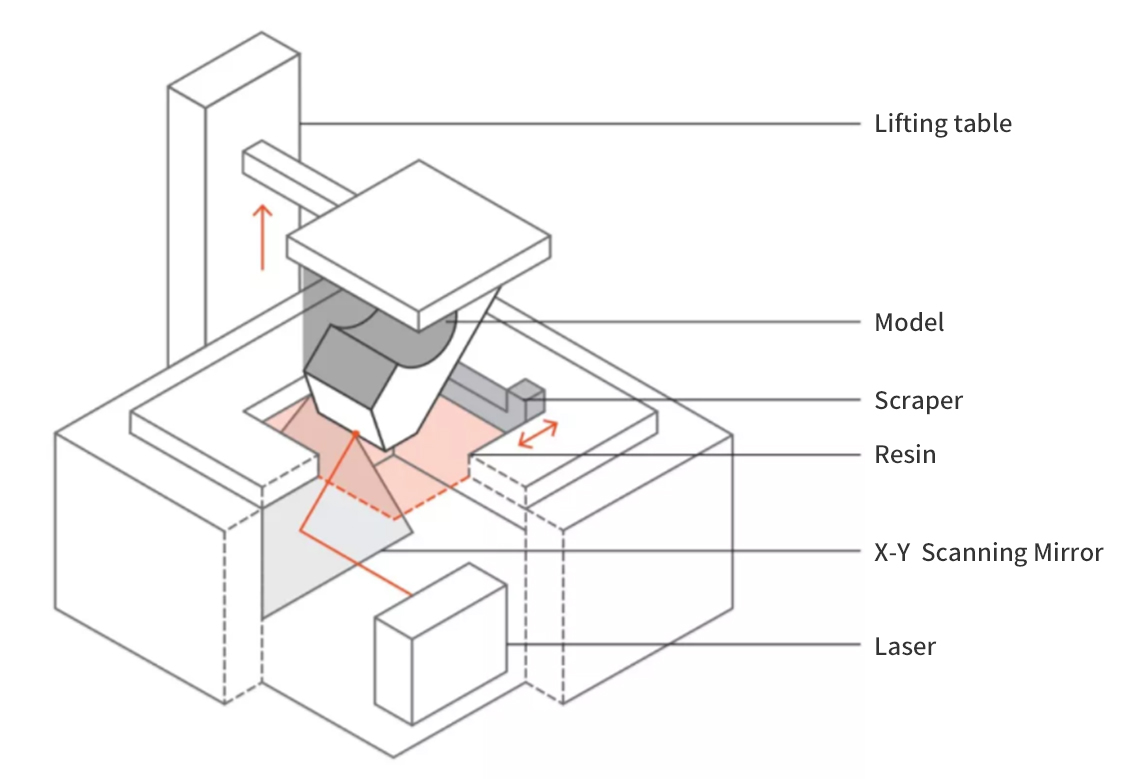
Verrattuna SLA:han, DLP:llä ja LCD:llä on sama etu, eli tulostusnopeus. Nämä kaksi tulostustekniikkaa ovat luonnollisesti nopeampia. Tämä johtuu siitä, että DLP/LCD 3D -tulostimet muodostetaan koko pinnalle, joka muodostetaan pyyhkäisyllä, toisin kuin SLA, joka muodostetaan laserpisteillä.
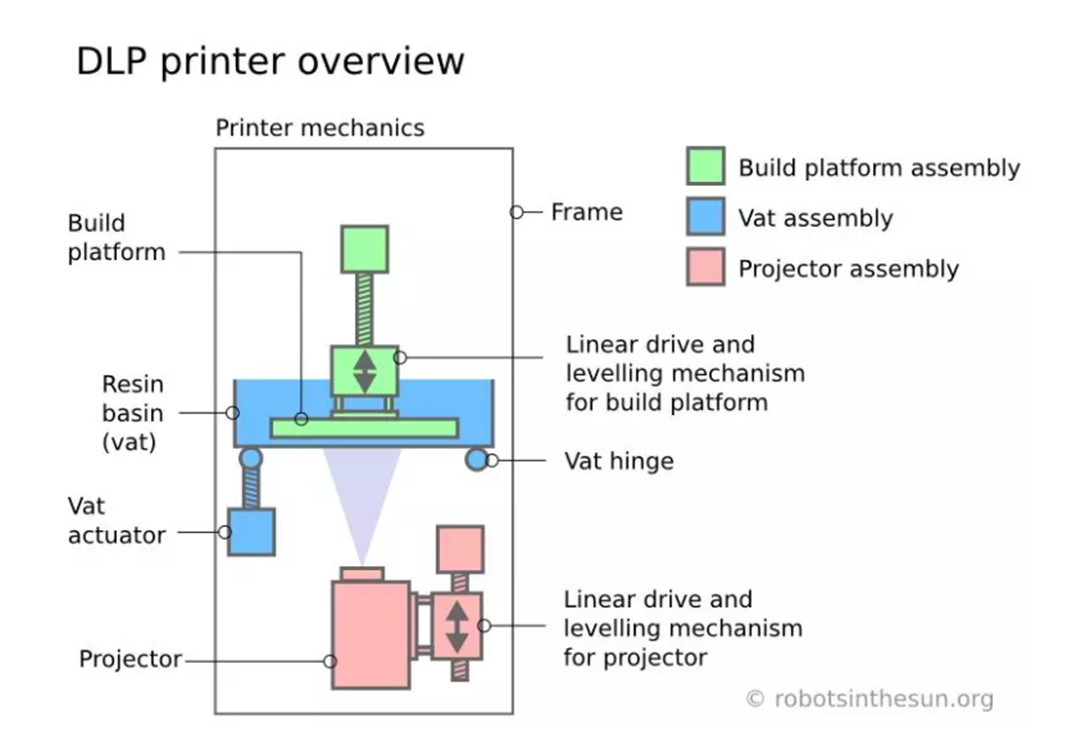
DLP-tulostimen rakenne Kuvalähde: robotsinthesun.org
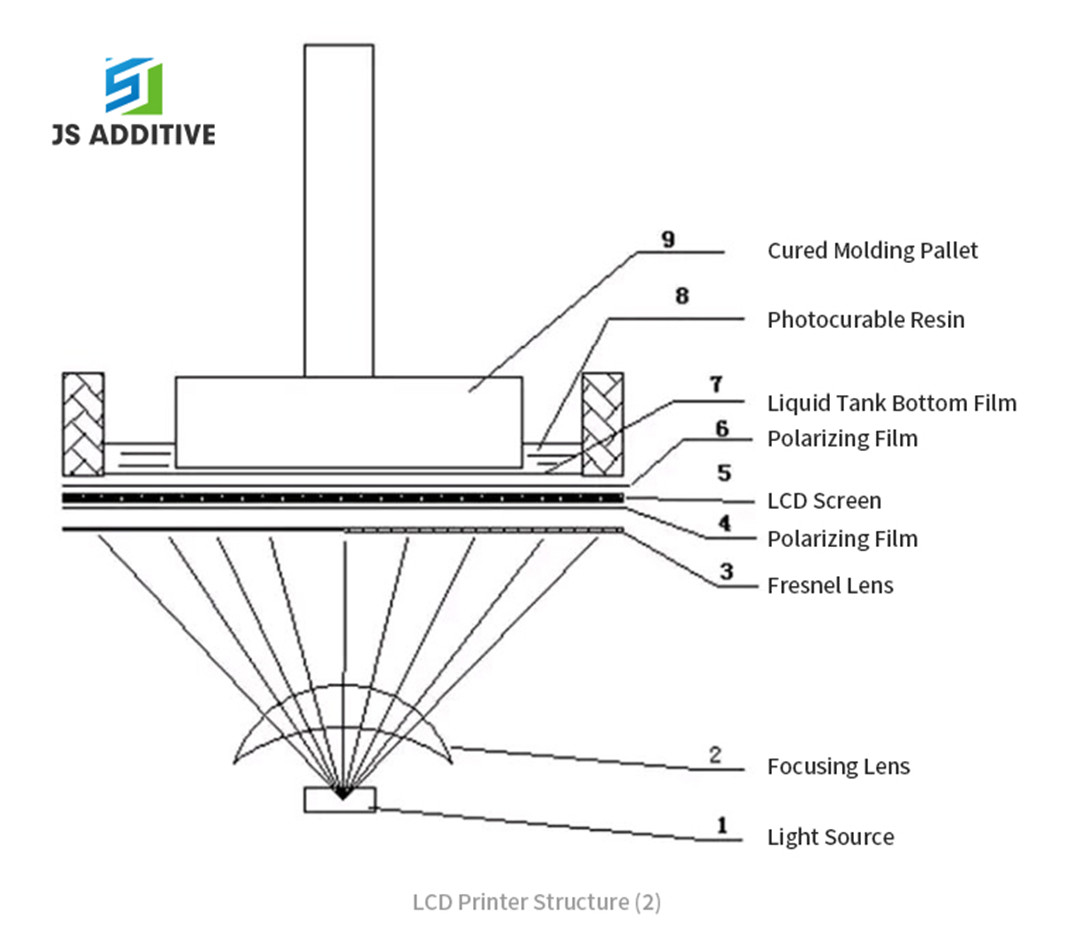
LCD-tulostimen rakenne 1 valonlähde 2 tarkennuslinssi 3 Fresnel-linssi 4 polarisoiva kalvo 5 LCD-näyttö 6 polarisoiva kalvo 7 nestesäiliön pohjakalvo 8 valokovettuva hartsi 9 kovettunut muovausalusta
Tulostimen asetukset
Jos tulostusnopeus on asetettu etukäteen, se ei koskaan ylitä asetettua arvoa.
Toinen tulostusnopeuteen liittyvä tekijä on nopeus, jolla järjestelmä tulostaa yhden kerroksen. Tulostettaessa valonlähde kulkee läpinäkyvän hartsikourun pohjan läpi, ja vasta kovettunut hartsi vaatii työlään kuorintaprosessin ennen uuden kerroksen kovetuksen jatkamista. Jotkut valmistajat nopeuttavat kuorintaprosessia tulostusnopeuden lisäämiseksi. Toinen tapa poistaa tämä vaiva on kovettaa hartsi kerroksen yläosassa, ei alaosassa.
Valonlähteen voimakkuus
Hartsipainatuksessa käytetään valonlähdettä valoherkän nestemäisen hartsin kovettamiseen lopullisen 3D-mallin luomiseksi.
Kolmen tekniikan ero on hartsin kovettamiseen käytettävä valonlähde.
Käytetyn valonlähteen voimakkuus voi vaikuttaa tulostimen tulostusnopeuteen. Voimme parantaa sitä lisäämällä valon voimakkuutta, mutta se tarkoittaa myös lisäkustannuksia.
KerrosTpaksuus
Kerrospaksuus vaikuttaa sekä tulostusnopeuteen että mallin laatuun. Mallin tulostamiseen tarvittava kerrospaksuus määrää tulostusnopeuden ja -ajan. Mitä ohuempi kerrospaksuus on, sitä kauemmin saman korkuisen 3D-mallin tulostaminen kestää. Koska kokonaiskorkeus pysyy samana, mitä ohuempi kerrospaksuus on, sitä enemmän kerroksia tulostimen on tulostettava, ja sitä enemmän aikaa se kestää. Mutta suhteellisesti mitä ohuempi kerrospaksuus on, sitä parempi on valmiin tuotteen laatu.
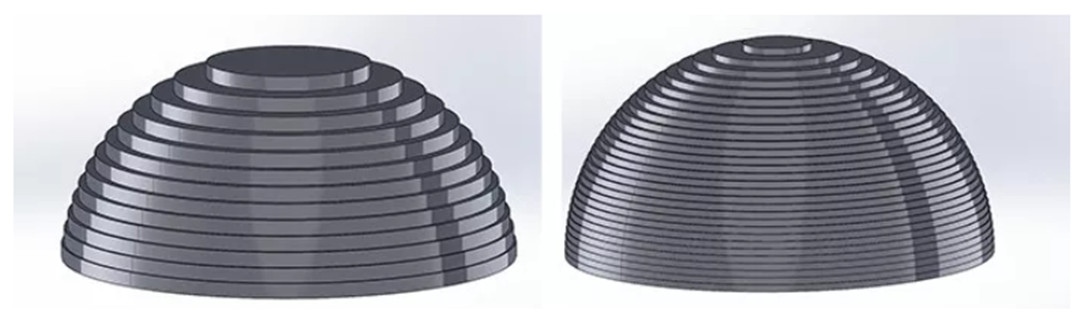
Vasen 75 µm pikseli
Oikea-37 µm pikseli
Materiaali
3D-tulostimen tulostusnopeus riippuu myös materiaalien tyypistä. Eri monomeereistä, esipolymeereistä, fotoinitiaattoreista ja muista lisäaineista yhdistelmähartseilla on erilaiset ominaisuudet ja kovettumisajat.
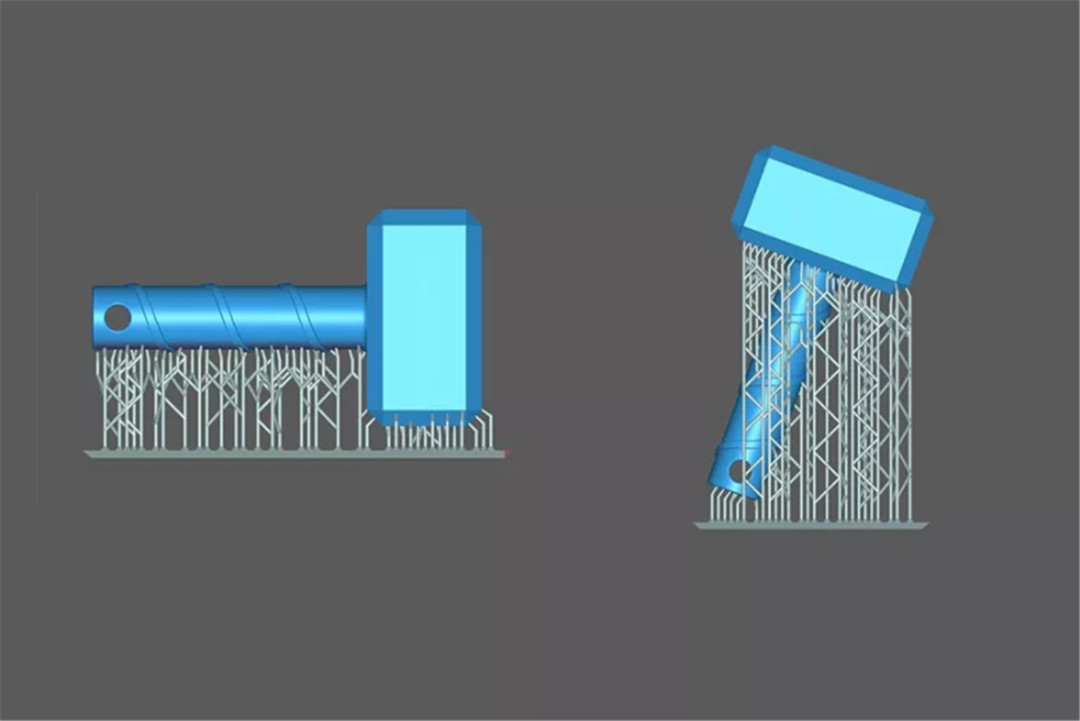
Mallin rakenne ja sijoittelu
Myös mallin rakenne vaikuttaa tulostusnopeuteen. Jos malli on ontto eikä siinä ole monimutkaisia yksityiskohtia, tulostus on paljon nopeampaa. Mallin järkevä sijoittelu vaikuttaa myös tulostusnopeuteen. Yleisesti ottaen mallin sijoittaminen vaakasuoraan on paljon nopeampaa kuin pystysuoraan tulostettaessa, mutta tarkkuus voi heikentyä.
Nämä ovat tärkeimmät tekijät, jotka vaikuttavat 3D-tulostuksen tulostusnopeuteen. Lisäainevalmistuksessa todellinen tilanne voi olla monimutkaisempi. Siksi tulostusnopeus on kompromissi. Kun tulostusnopeus kasvaa, on todennäköistä, että tulostuslaatu heikkenee. Myös etujen ja haittojen punnitseminen on päätettävä todellisen tilanteen mukaan.





