JSADD 3D-k urteetako esperientzia praktikoa du 3D inprimaketa zerbitzuetan. Ikerketaren bidez, aurkitu da faktore askok zuzenean eragiten dutela SLA/DLP/LCD 3D inprimaketaren moldekatze-abiaduran. Inprimatze-abiadura egokia ezartzea lagungarria da inprimaketa arrakastatsuaren probabilitatea eta fabrikazio-eraginkortasuna hobetzeko. Baina ez da hain erraza, batez ere hasiberrientzat. Inprimatze-abiadura egokia ezarri aurretik, jakin behar duzu zer faktorek eragiten duten SLA/DLP/LCD 3D inprimagailuen inprimatze-abiaduran.
Inprimatzeko teknologia
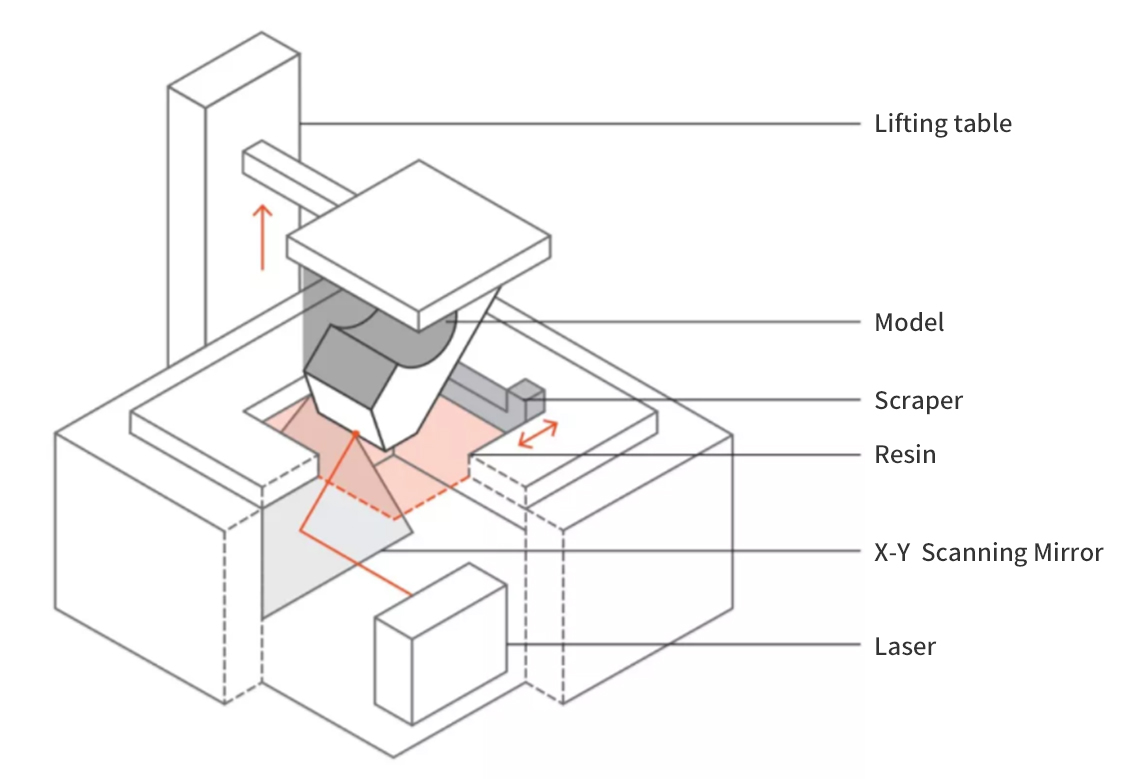
SLArekin alderatuta, DLP eta LCD-k abantaila bera dute, eta hori inprimatze-abiadura da. Bi inprimatze-teknologia hauek, jakina, azkarragoak dira. Izan ere, DLP/LCD 3D inprimagailuak gainazal osoan eratzen dira, eta hori ekortze bidez eratzen da, SLA ez bezala, azken hau laser puntuekin eratzen baita.
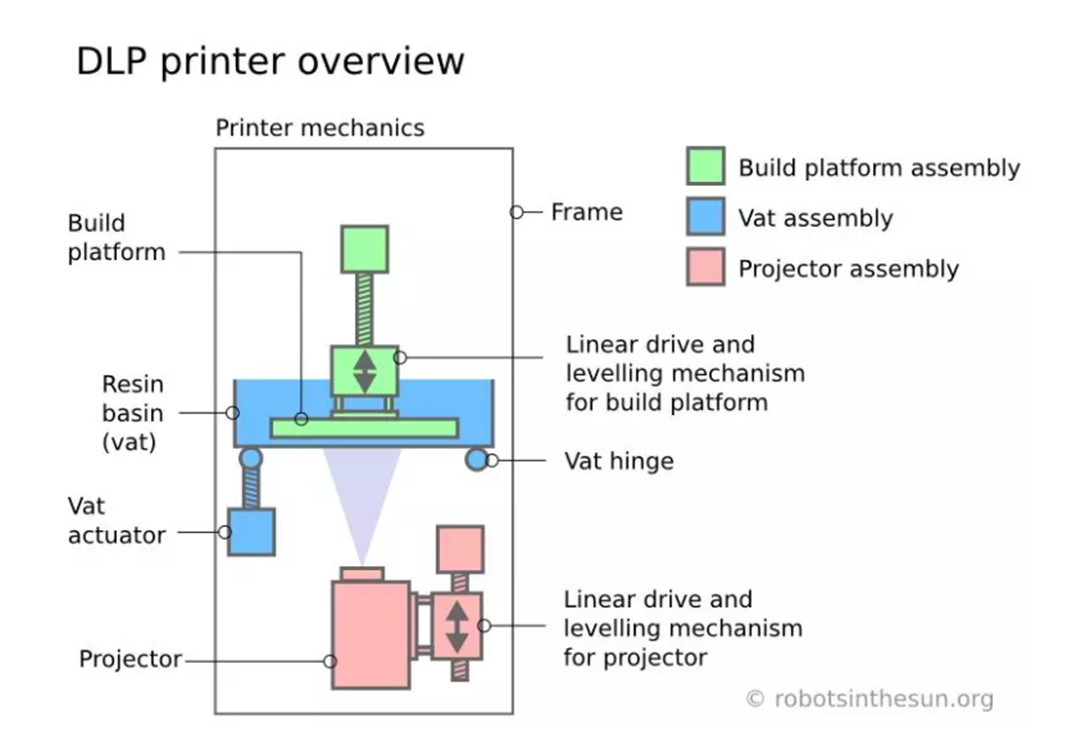
DLP inprimagailuaren egitura Irudi iturria: robotsinthesun.org
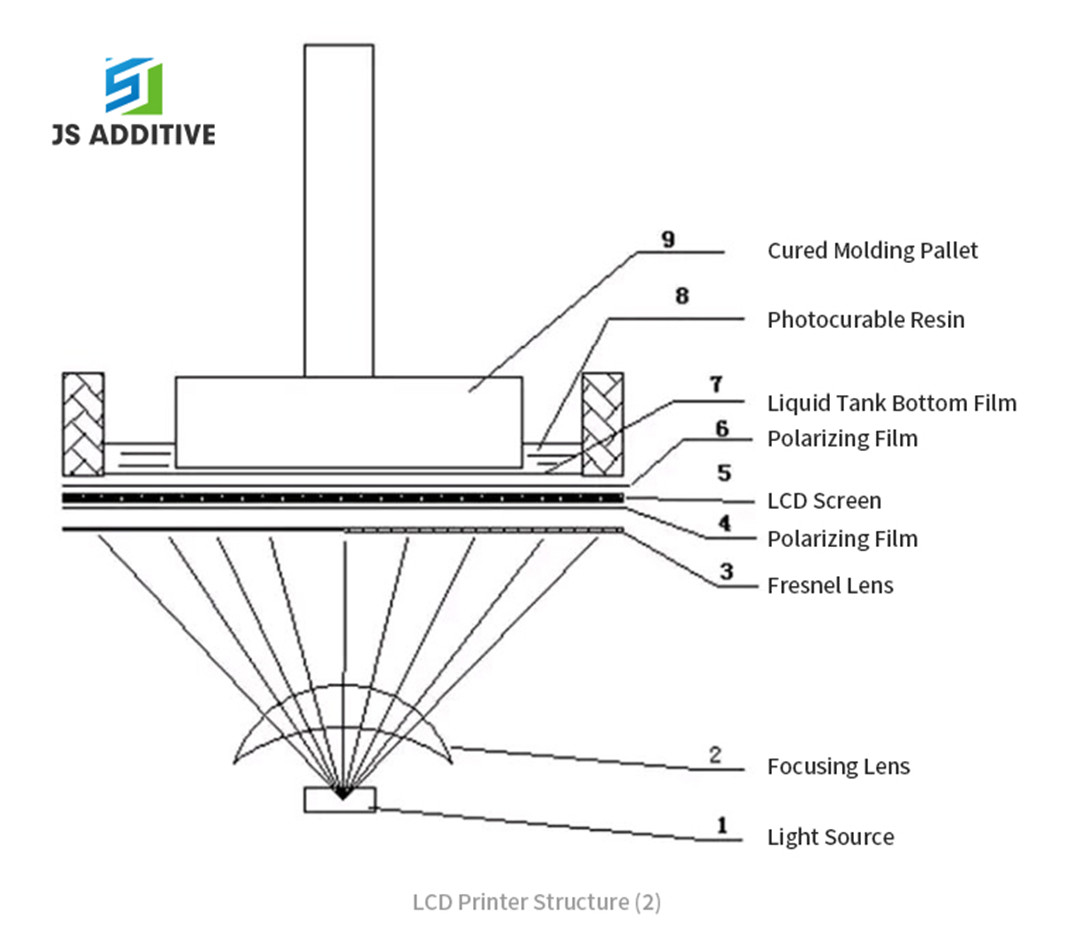
LCD inprimagailuaren egitura 1 argi-iturria 2 fokatze-lentea 3 Fresnel lentea 4 polarizatzaile-filma 5 LCD pantaila 6 polarizatzaile-filma 7 likido-tangaren hondo-filma 8 fotosendagarri den erretxina 9 sendatutako molde-paleta
Inprimagailuaren ezarpenak
Inprimatze-abiadura aldez aurretik ezarrita badago, ez du inoiz ezarritako balioa gaindituko.
Inprimatze-abiadurarekin lotutako beste faktore bat sistemak geruza bakarra inprimatzeko abiadura da. Inprimatzean, argi-iturria erretxina gardenaren hondotik igarotzen da, eta erretxina berri sendotuak prozesu aspergarri bat behar du geruza berri bat sendotzen jarraitu aurretik. Fabrikatzaile batzuek sistema azkar kentzen dute inprimatze-abiadura handitzeko. Arazo hau ezabatzeko beste modu bat erretxina mailaren goialdean sendotzea da, ez behealdean.
Argi-iturriaren intentsitatea
Erretxinazko inprimaketak argi-iturri bat erabiltzen du erretxina likido fotosentikor bat sendatzeko eta azken 3D eredua sortzeko.
Hiru tekniken arteko aldea erretxina sendatzeko erabiltzen den argi-iturria da.
Erabilitako argi-iturriaren intentsitateak inprimagailuaren inprimatze-abiaduran eragina izan dezake. Argi-intentsitatea handituz hobetu dezakegu, baina horrek kostu gehigarria ere esan nahi du.
GeruzaTlodiera
Geruzen lodierak inprimatze-abiaduran eta modeloaren kalitatean eragina du. Modeloa inprimatzeko behar den geruzen lodierak inprimatze-abiadura eta behar den denbora zehazten ditu. Geruzaren lodiera zenbat eta meheagoa izan, orduan eta denbora gehiago beharko da altuera bereko 3D modelo bat inprimatzeko. Altuera osoa berdina denez, geruzaren lodiera zenbat eta meheagoa izan, orduan eta geruza gehiago beharko ditu inprimagailuak inprimatzeko, eta orduan eta denbora gehiago beharko du. Baina, erlatiboki, zenbat eta meheagoa izan geruzaren lodiera, orduan eta kalitate handiagoa izango du amaitutako produktuak.
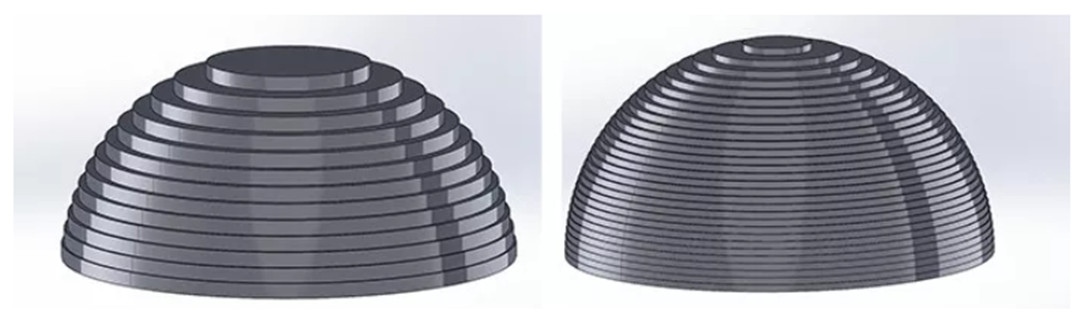
Ezkerreko 75µm pixela
Eskuineko 37µm pixela
Materiala
3D inprimagailuaren inprimatze-abiadura material motaren araberakoa ere bada. Monomero, prepolimero, fotohasle eta beste hainbat gehigarrirekin konbinatutako erretxinek propietate desberdinak eta sendatze-denbora desberdinak dituzte.
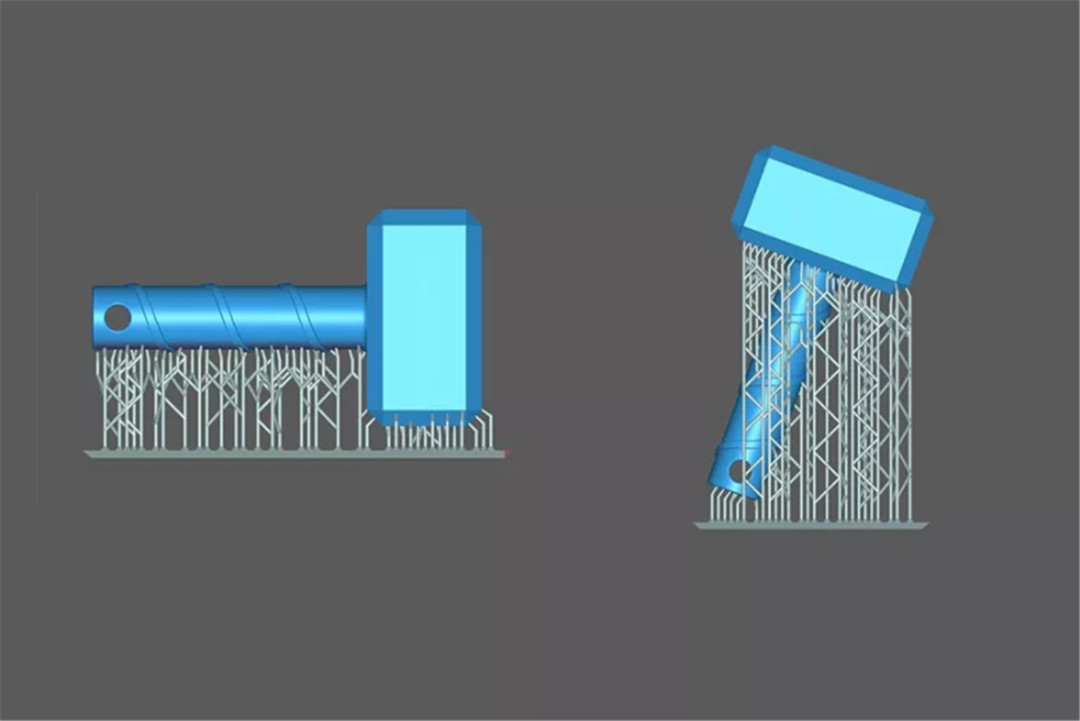
Modeloaren egitura eta kokapena
Modeloaren egiturak ere eragina du inprimatze-abiaduran. Modeloa hustuta badago eta xehetasun korapilatsurik ez badu, inprimatzea askoz azkarragoa da. Modeloaren kokapen egokiak ere eragina izango du inprimatze-abiaduran. Oro har, askoz azkarragoa izango da modeloa horizontalki jartzea bertikalki baino inprimatzean, baina zehaztasuna murriztu egin daiteke.
Hauek dira 3D inprimaketaren inprimatze-abiaduran eragina duten faktore nagusiak. Gehigarrien bidezko fabrikazioaren prozesuan, benetako egoera konplexuagoa izan daiteke. Beraz, inprimatze-abiadura truke bat da. Inprimatze-abiadura handitzen denean, litekeena da inprimatze-kalitatea gutxitzea. Alde onak eta txarrak nola pisatu ere benetako egoeraren arabera erabaki behar da.





