JSADD 3D havas jarojn da praktika sperto en 3D-presaj servoj. Per esplorado, oni trovis, ke multaj faktoroj rekte influas la muldrapidecon de SLA/DLP/LCD 3D-presado. Agordi taŭgan presrapidecon helpas plibonigi la probablecon de sukcesa presado kaj la produktadan efikecon. Sed tio ne estas tiel facila, precipe por novuloj. Antaŭ ol agordi taŭgan presrapidecon, vi devas scii, kiaj faktoroj influas la presrapidecon de SLA/DLP/LCD 3D-printiloj.
Presteknologio
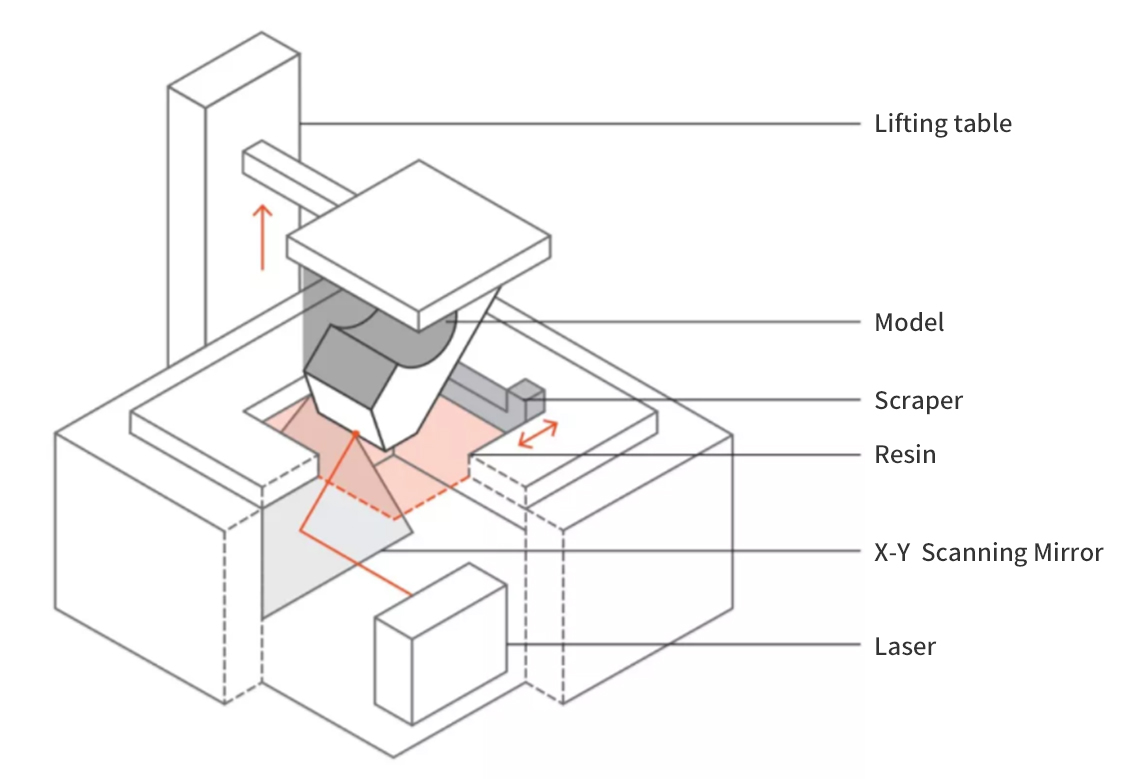
Kompare kun SLA, DLP kaj LCD havas la saman avantaĝon, nome la presrapidecon. Ĉi tiuj du presteknologioj estas evidente pli rapidaj. Ĉar DLP/LCD 3D-printiloj estas formitaj sur la tuta surfaco, kiu estas formita per balaado, male al SLA, kiu estas formita per laseraj punktoj.
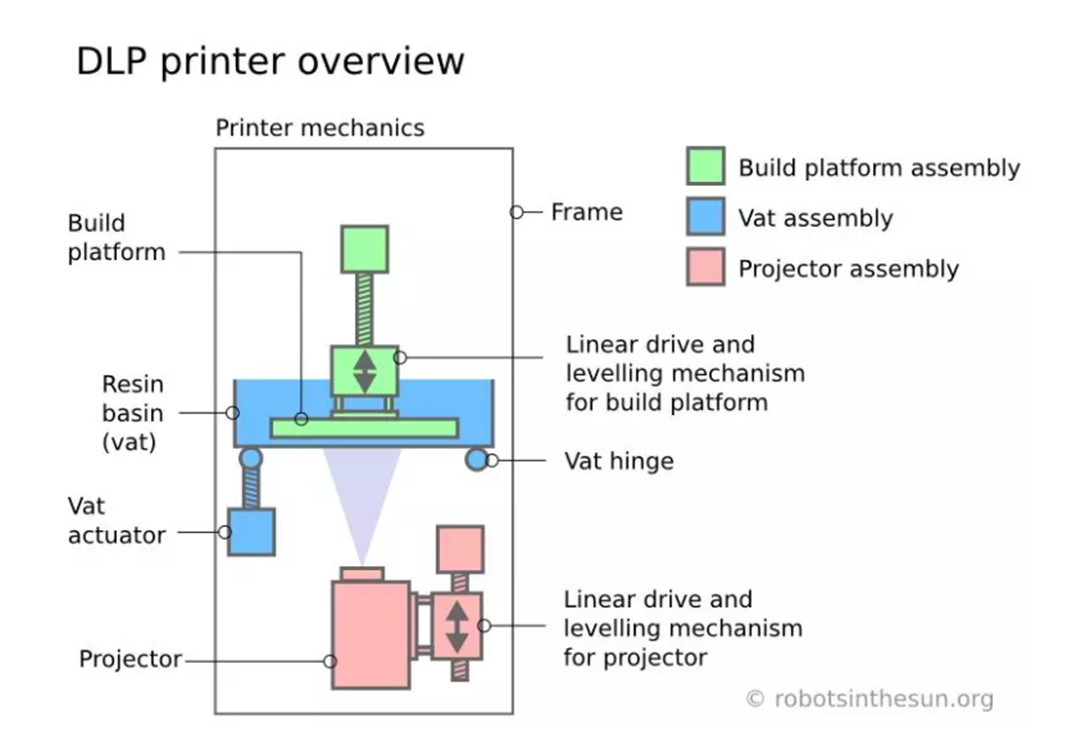
Strukturo de DLP-printilo Fonto de bildo: robotsinthesun.org
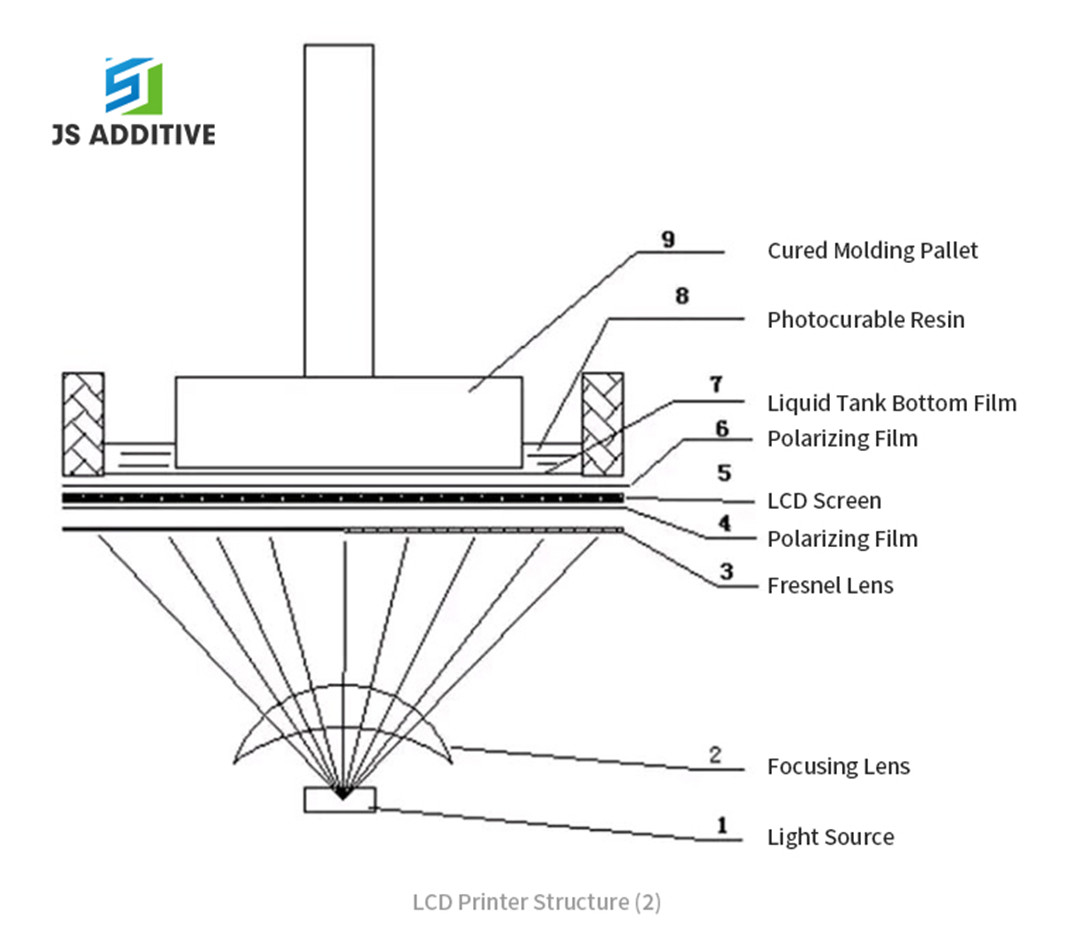
Strukturo de LCD-printilo 1 lumfonto 2 fokusa lenso 3 fresnel-lenso 4 polariga filmo 5 LCD-ekrano 6 polariga filmo 7 likva tankofunda filmo 8 fotokuracebla rezino 9 hardita mulda paledo
Presilaj Agordoj
Se la presrapido estas anticipe agordita, ĝi neniam superos la agorditan valoron.
Alia faktoro rilata al presrapideco estas la rapideco, je kiu la sistemo presas unuopan tavolon. Dum presado, la lumfonto pasas tra la fundo de la travidebla rezina trogo, kaj la ĵus hardita rezino postulas tedan senŝeligprocezon antaŭ ol daŭrigi hardi novan tavolon. Kelkaj fabrikantoj igas la sistemon rapide trairi la senŝeligprocezon por pliigi la presrapidecon. Alia maniero forigi ĉi tiun ĝenon estas hardi ĉe la supro de la rezina nivelo, ne ĉe la fundo.
La Intenseco de Lumfonto
Rezina presado uzas lumfonton por hardi fotosenteman likvan rezinon por krei la finan 3D-modelon.
La diferenco inter la tri teknikoj estas la lumfonto uzata por kuraci la rezinon.
La intenseco de la uzata lumfonto povas influi la presrapidecon de la presilo. Ni povas plibonigi ĝin per pliigo de la lumintenseco, sed tio ankaŭ signifas ekstran koston.
TavoloTdikeco
Tavola dikeco influas kaj la presrapidecon kaj la modelokvaliton. La tavola dikeco bezonata por presi la modelon determinas la presrapidecon kaj la tempon, kiun ĝi bezonas. Ju pli maldika la tavola dikeco, des pli da tempo necesos por presi 3D-modelon de la sama alto. Ĉar la tuta alto restas la sama, ju pli maldika la tavola dikeco, des pli da tavoloj la presilo bezonas por presi, kaj des pli da tempo necesas. Sed relative, ju pli maldika la tavola dikeco, des pli alta la kvalito de la preta produkto.
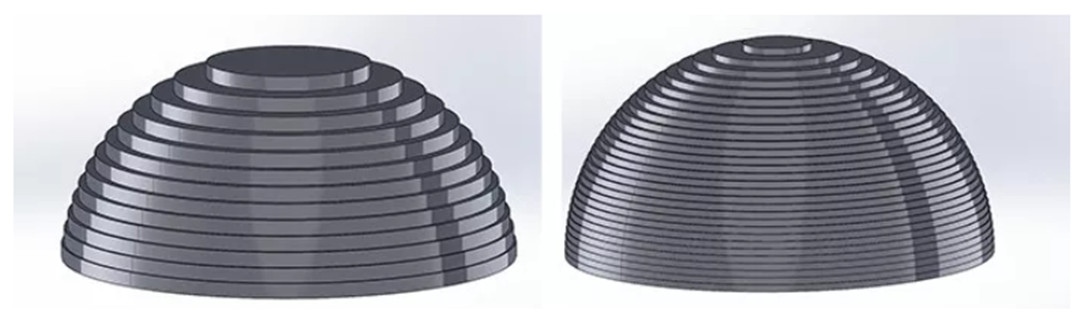
Maldekstra-75µm Pikselo
Dekstra-37µm Pikselo
Materialo
La presrapideco de la 3D-printilo ankaŭ dependas de la tipo de materialoj. Rezinoj kombinitaj el diversaj monomeroj, prepolimeroj, fotoiniciatiloj kaj diversaj aliaj aldonaĵoj havas malsamajn ecojn kaj malsamajn hardtempojn.
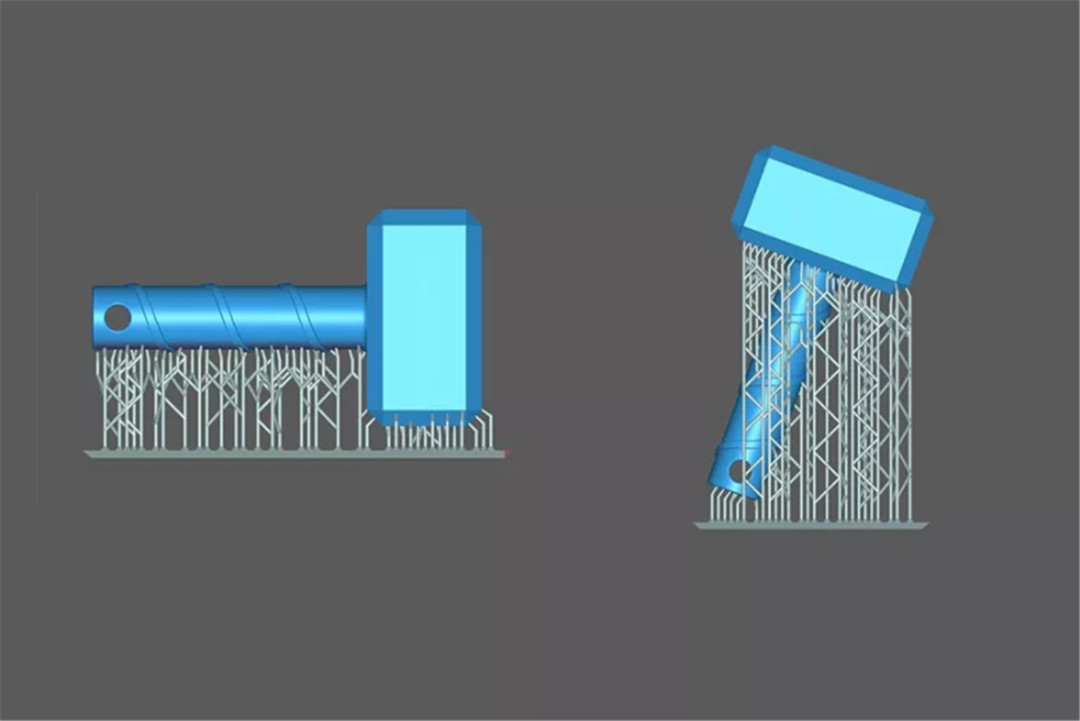
La Strukturo kaj Loko de Modelo
La strukturo de la modelo ankaŭ influas la presrapidecon. Se la modelo estas kava kaj ne havas komplikajn detalojn, la presado estas multe pli rapida. La racia lokigo de la modelo ankaŭ influos la presrapidecon. Ĝenerale, estos multe pli rapide meti la modelon horizontale ol vertikale dum presado, sed la precizeco povas esti reduktita.
Jen la ĉefaj faktoroj, kiuj influas la presrapidecon inter 3D-presado. En la procezo de aldona fabrikado, la efektiva situacio povas esti pli komplika ol tio. Tial, presrapideco estas kompromiso. Kiam la presrapideco pliiĝas, estas probable, ke la preskvalito malpliiĝos. Kiel pesi la avantaĝojn kaj malavantaĝojn ankaŭ devas esti decidita laŭ la efektiva situacio.





