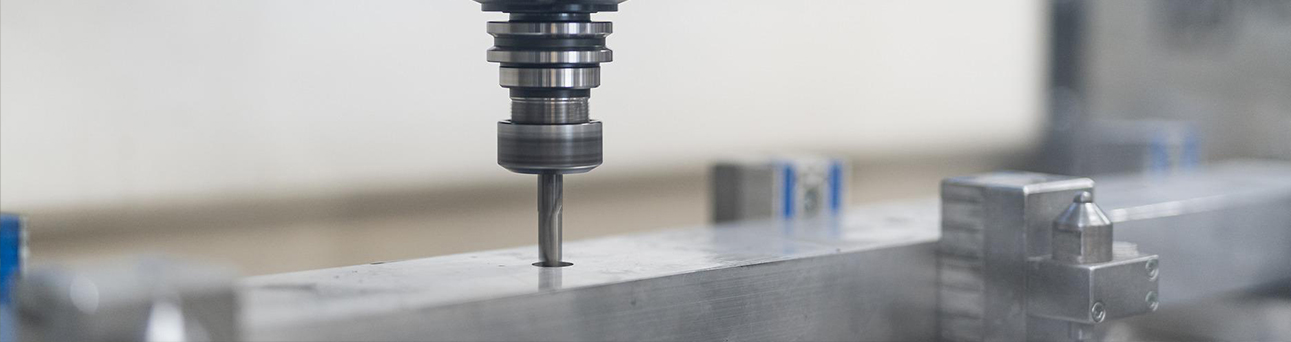
Kynning á CNC vinnslu (málm)
CNC vinnsla á málmi er notkun tölulegra stýrivéla til að vinna úr málmi og svo framvegis, vísar einnig til notkunar tölulegra stýrivéla. CNC veldisvísisvélar eru forritaðar og stjórnaðar með tölulegu stýrimáli, venjulega G-kóða. G-kóðamál CNC vinnslu segir til um kartesíska staðsetningarhnit sem vinnslutól NC vélanna nota og stýrir fóðrunarhraða verkfærisins og snúningshraða, sem og virkni verkfærabreytis og kælivökva. Töluleg stýrivél hefur mikla kosti umfram handvirka vinnslu.
Svona virkar þetta.
Þegar CNC málmvinnsla er rétt ræst ætti að framkvæma þriggja ása upphafsviðgerð til að athuga hvort olía í stýrisbrautinni og vökvakerfi snældunnar sé nægilegt.
Ekki nóg að fylla á eldsneyti tímanlega. Stærð vinnustykkisins ætti að vera í samræmi við teikningarnar, jafnvel þótt aðeins sé lítið bil þarf einnig að spyrja ofangreinda stjórnun eða forritun.
Í vinnsluferlinu bilar forritið, svo þegar forritið er einnig viðkvæmt fyrir villum verður að athuga það tímanlega. XYZ ásinn ætti að vera núllstilltur á sama tíma og verkfærið ætti að vera skipt út í vinnslunni.
Dæmi um almenna vinnslu felur aðallega í sér nákvæmni pinnahola, leiðarpinnhola, innsetningargróp, raufar o.s.frv.
Auðveld vinnsla á skurðhníf: Þetta er reynsla af notkun vélarinnar, byrjendur gætu ekki tekið tillit til þessara þátta, þar sem við ættum að hafa í huga reynslu sem við þekkjum við vinnslu á svipuðum stöðum.
Kostir
- 1. Ferlið er auðvelt í forritun og getur framleitt hluti með einfaldri rúmfræði, með mikilli nákvæmni.
- 2. Það hefur mikla framleiðslugetu.
- 3. Kostnaður við vinnslu á hvern hluta er tiltölulega lágur.
- Tæringarþol, hentugur fyrir erfiðar aðstæður.
Ókostir
- Miklar tæknilegar kröfur eru gerðar til rekstraraðila og starfsfólks í viðhaldi véla.
- Kaupkostnaður á vélbúnaði er dýr.



Iðnaður með CNC vinnslu málms
● ABS: Hvítt, ljósgult, svart, rautt. ● PA: Hvítt, ljósgult, svart, blátt, grænt. ● PC: Gegnsætt, svart. ● PP: Hvítt, svart. ● POM: Hvítt, svart, grænt, grátt, gult, rautt, blátt, appelsínugult.







Eftirvinnsla
Fyrir flest málmefni eru hér eftirvinnsluaðferðir sem eru í boði frá JSADD 3D.




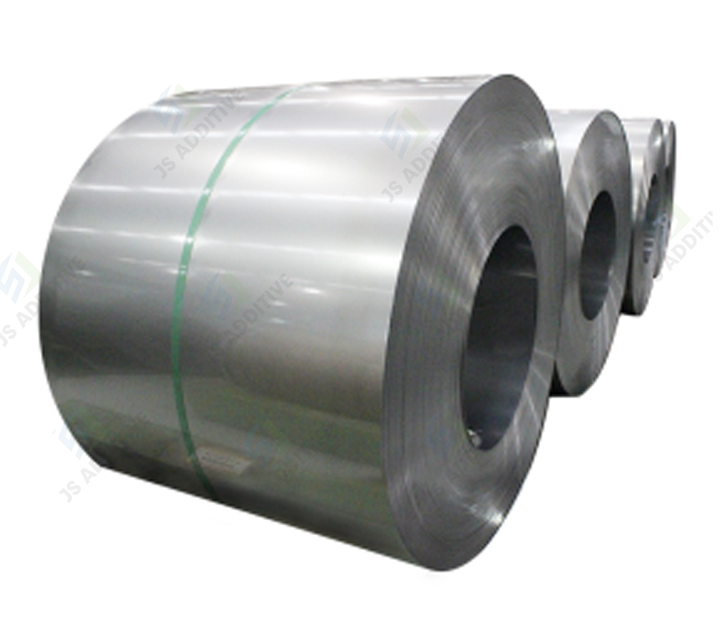
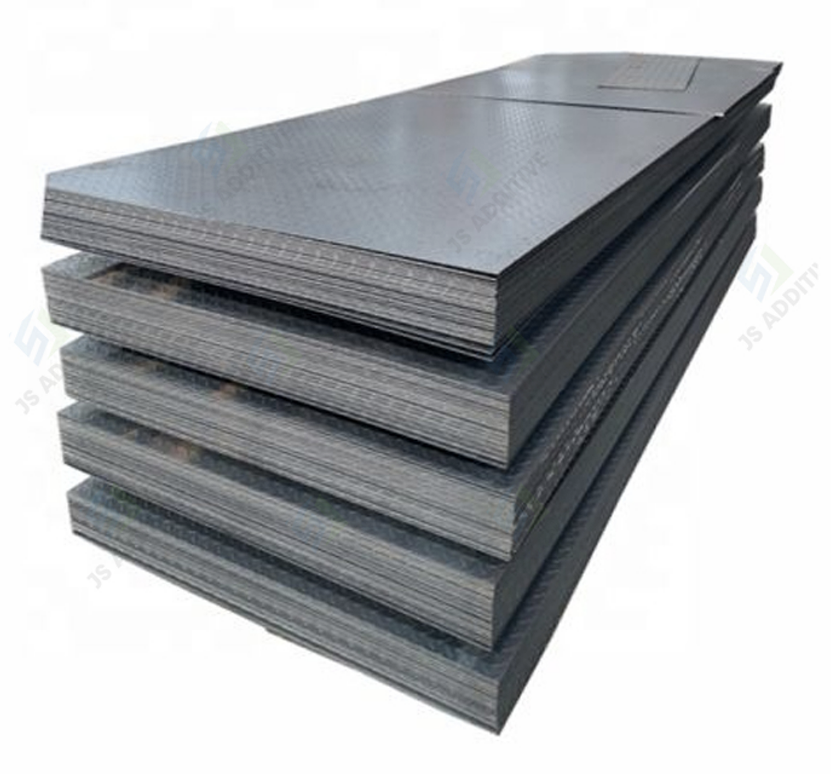
CNC vinnsla á málmefnum
JSADD 3D býður upp á CNC vinnslu á málmefnum: ál, messing, S45C, Q235 stál, ryðfrítt stál, títan ál, D2 stál, magnesíum ál
Besta þjónustan í CNC vinnslu málm frá JSADD 3D.
JSADD 3D býður upp á bestu þjónustuna í plast- og málmvinnslu fyrir fjölbreytt úrval efna.
 | Álblöndu | 6061 | Silfur | CNC | 0,005-0,05 mm | Frábærir suðueiginleikar og oxunaráhrif, góð tæringarþol, mikil seigja |
 | 7075 | Silfur | CNC | 0,005-0,05 mm | Hár styrkur, góðir vélrænir eiginleikar, auðveld vinnsla, góð slitþol og oxunarþol. | |
 | Messing | / | Gulur | CNC | 0,005-0,05 mm | Mikill styrkur og hörku, sterk efnaþol, mjúk áferð og sterk slitþol |
 | S45C | / | / | CNC | 0,005-0,05 mm | Það hefur tiltölulega mikinn styrk og góða vinnsluhæfni og getur náð ákveðinni seiglu, mýkt og slitþol eftir viðeigandi hitameðferð. |
 | Q235 stál | / | / | CNC | 0,005-0,05 mm | Algengasta stálið hefur betri alhliða eiginleika; eiginleikar eins og styrkur, mýkt og suðueiginleikar eru vel samræmdir. |
 | Sainlaust stál | 304 | Silfur | CNC | 0,005-0,05 mm | Góð tæringarþol, hitaþol, tæringarþol, sterkir vélrænir eiginleikar, ekki segulmagnaðir |
 | 316 | Silfur | CNC | 0,005-0,05 mm | Sterkt og auðvelt að suða, frábærlega tæringarþolið | |
 | Títan álfelgur | / | / | CNC | 0,005-0,05 mm | Mikill styrkur, léttur og seigur, auðvelt að suða, góð varmaleiðni, dýrari en aðrir málmar |
 | D2 stál | / | / | CNC | 0,005-0,05 mm | Mikil hörku, stífleiki, slitþol og hitaþol, góðir vélrænir eiginleikar eftir hitameðferð |
 | Magnesíum álfelgur | / | / | CNC | 0,005-0,05 mm | Mikill styrkur, stór teygjanleiki, góð varmaleiðni og höggdeyfing, framúrskarandi tæringarþol gegn lífrænum efnum og basum. |
-

WhatsApp
-

Sími
-

Netfang
-

WeChat
WeChat

-

Efst